

我们的活塞杆视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:活塞杆的图文介绍


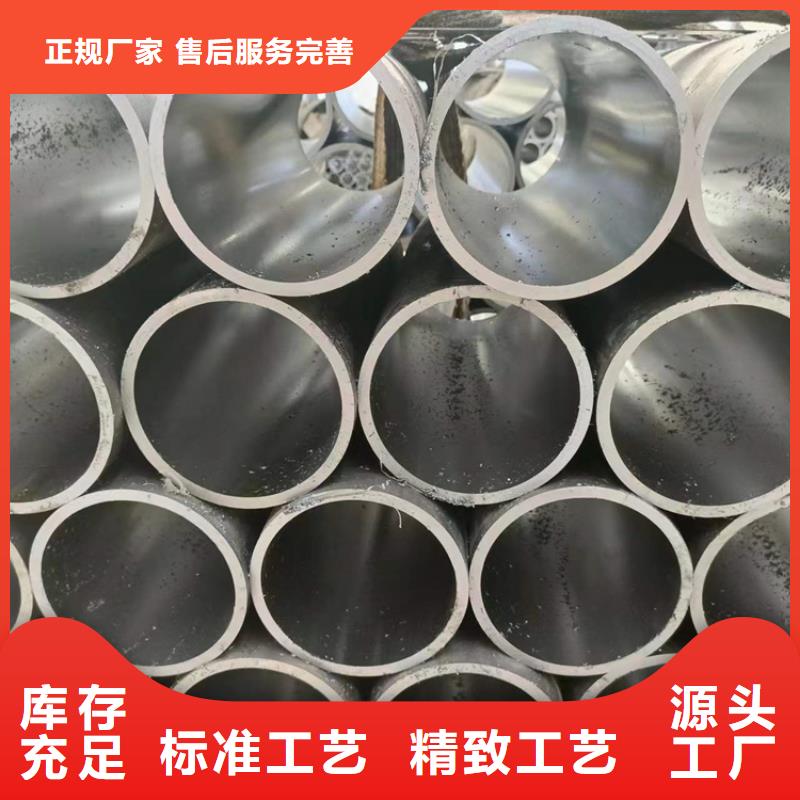
冷拔方式:生产高精度冷拔管──液压缸体与传统的切削工艺比较,绗磨管具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



九冶管业有限公司凭借具有先进水平的施工设备,采用“工程直销”式销售格局,为客户提供 广西柳州油缸管,形成了以生产、销售、维护一体化企业经营特色。我公司兼承“信、和、实、严”的企业精神,坚持“创新优先、用户满意”的核心理念,正以科技创新和机制创新为动力,向多元化、国际化、高科技型现代企业的目标前进,为美化生产、生活环境做出新贡献。


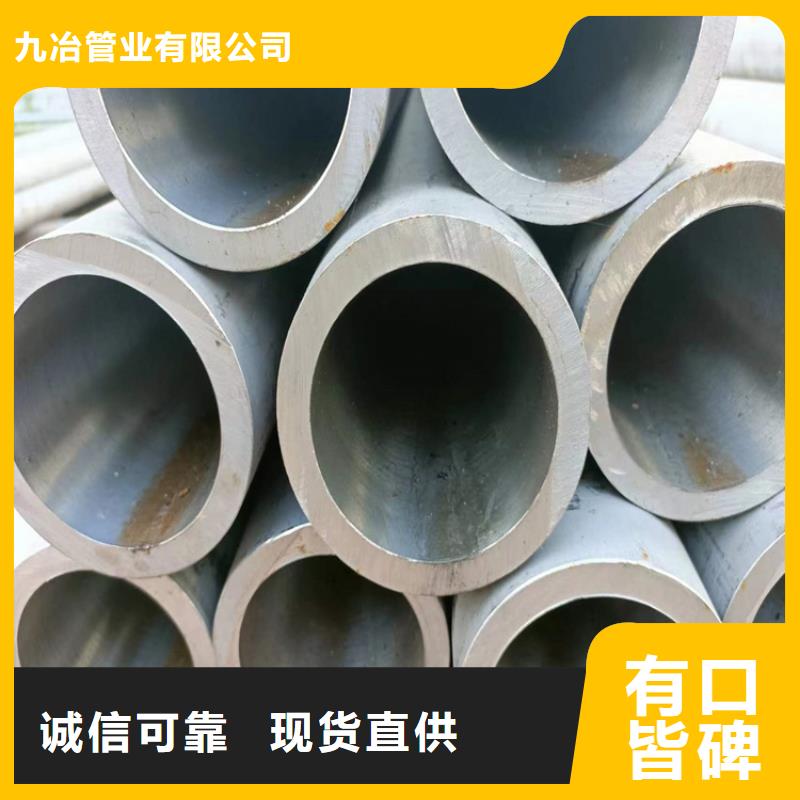
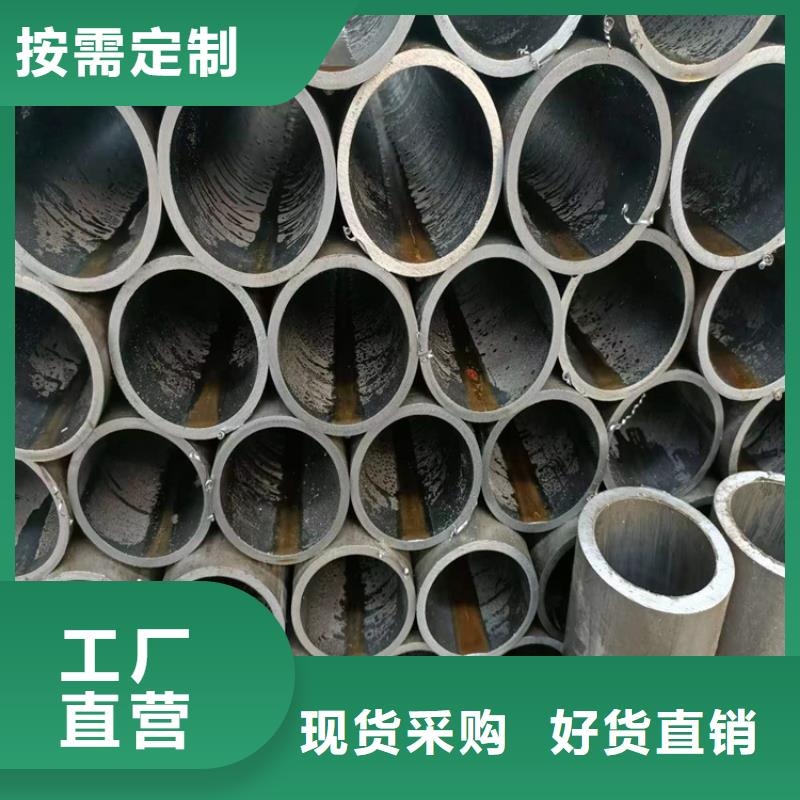
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,绗磨管出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。珩磨管精密管液压油缸管油缸缸筒所用的钢管材质珩磨管、精密管、液压油缸管、油缸钢筒所用的钢管材质:标准:GB8713-



绗磨管原料震荡不定,成本支撑乏力,绗磨管市场需求再度受挫,管价一路下滑。目前钢市整体大环境偏弱,各地资源有价无市,出货量受阻,对于商家而言一味降价也无力拉动终端采购需求。如今北方受雨雪影响,整体拿货数量和次数大幅下滑,而南方因工程进程缓慢,用钢需求更是跌入谷底。另受 环保及经济体质影响,管厂虽有减产 停产等措施实施,但却无力改善市场供需矛盾这一现象。对于管市未来走势商家纷纷表示年前管价还将小幅下调,但跌幅不大。预计下周管材行情或将部分小跌,跌幅在30元/吨左右。近两周,绗磨管算是 零度,累计跌幅创近两年 值,特别是华北地区竞相低价出货。

