以下是:紫铜止水带施工团队的产品参数
| 产品参数 |
|---|
| 产品价格 | 10/米 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 995 |
|---|
| 运费说明 | 面议 |
|---|
以下是:紫铜止水带施工团队的图文视频
紫铜止水带施工团队,金鸿耀工程材料有限公司专业从事紫铜止水带施工团队,联系人:程经理,电话:15650312333、15650312333,QQ:728882077,发货地:聊城羊里街道办事处发货到福建省 南平市 延平区、顺昌县、蒲城县、光泽县、松溪县、政和县、邵武市、武夷山市、建瓯市、建阳区,以下是紫铜止水带施工团队的详细页面。 福建省,南平市 南平市,福建省辖地级市,Ⅰ型小城市,介于东经117°00′—119°25′,北纬26°30′—28°20′之间,地处福建省北部,武夷山脉北段东南侧,位于闽、浙、赣三省交界处,俗称“闽北”,东北与浙江省衢州、丽水相邻,西北与江西省抚州、上饶接壤,东南与宁德市交界,西南与三明市毗邻,总面积2.63万平方千米,截至2021年末,辖2个市辖区、5个县,代管3个县级市。截至2022年末,南平市户籍人口为313.68万人。市政府驻建阳区。
想要一睹紫铜止水带施工团队产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:紫铜止水带施工团队的图文介绍
金鸿耀工程材料有限公司是一家集科研、开发、设计、生产、销售 福建南平聚丙烯网状纤维为一体的新兴民营科技型企业,公司本着“以人为本,为客所想”经营方针,努力做好每个 福建南平聚丙烯网状纤维产品,回报客户的厚爱。您们的需求永远是我们的追求,我们将一如既往的以扎实、勤恳的工作作风服务于客户。

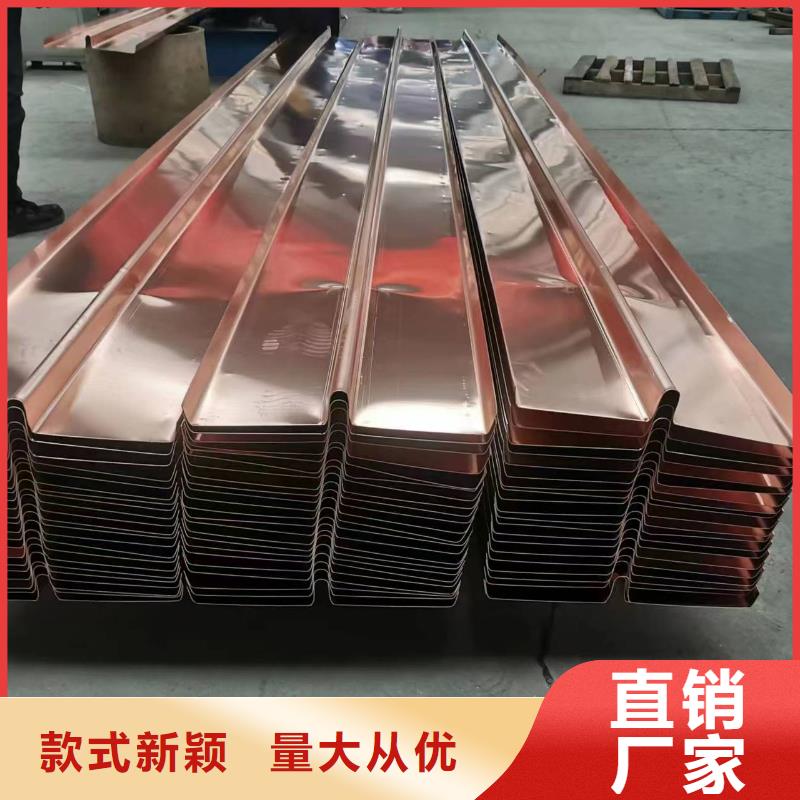
福建南平止水铜片紫铜止水带作为一种基本的止水结构,福建南平止水铜片被广泛应用于国内外大、中型水利工程水利项目中,紫铜是含铜量不低于99.5%工业纯铜,应表面呈现紫色而出名。根据其含铜量不同,其牌号分为T1/T2/T3/T4。 其优点是柔韧性好、抗扰渗能力强、抗腐蚀能力强。 其缺点是紫铜止水带接头需要现场焊接,对焊接质量要求高,并且施工造价较高。 紫铜止水带注意事项 一、紫铜止水带不应该放置在温度很高的地方或者阳光直射的地方,同理也不可以放在潮湿处,酸碱性、易燃易爆物更是要远离。 二、在运输施工中,防止机械、钢筋损伤紫铜止水片带。 三、施工过程中,紫铜止水片带必须可靠牢固,避免在浇筑混凝土时发生转移,保证紫铜止水带在混凝土中的正确位置。 四、固定紫铜止水片带的方法有:利用附加钢筋固定、专用卡具固定、铅丝和模板固定,如需穿孔时,只能选在紫铜止水片带的边缘安装区,不得损伤其他部位。 五、如需大量采购,需要提前选择好款型,确定要使用的尺寸,异型结构有详细的图纸。出厂时尽量确保紫铜止水片带可以连接一体。

紫铜止水的防水效果主要由材料执行标准的达标情况、设计的福建南平止水铜片止水铜片形状以及安装施工三个方面决定,那么又该满足怎样的标准才能保证紫铜止水的防水效果呢? 首先,紫铜止水的材料要求满足 标准,水工建筑防水铜产品多由T2型材加工而成,其抗拉强度以及延伸率根据要求选择软化退火态(O60抗拉强度大于195MPa,延伸率大于30%)、四分之一硬态(H01抗拉强度215~295MPa,延伸率大于25%)、二分之一硬态(H02,抗拉强度245~345MPa,延伸率大于8%)。 其次,在紫铜止水原材料质量达标的基础之上,为了更大限度的应用其防水作用,止水铜片的设计应尽量含有立腿,铜鼻子深度以及宽度符合正常施工缝标准。 第三,紫铜止水的安装施工方面,确保铜鼻子中心线与施工缝中心线的偏离程度小于5mm,大骨料不能在紫铜止水片周围堆积、下料以及振捣。 紫铜止水焊接件要求无孔洞、斑点、砂眼、裂纹,且表面应光滑,无渗水、漏水现象。 在工厂加工的铜止水片一抽查为主,抽查数量不少于接头总数的20%。而在现场焊接的接头,应逐个进行外观和渗透检查。


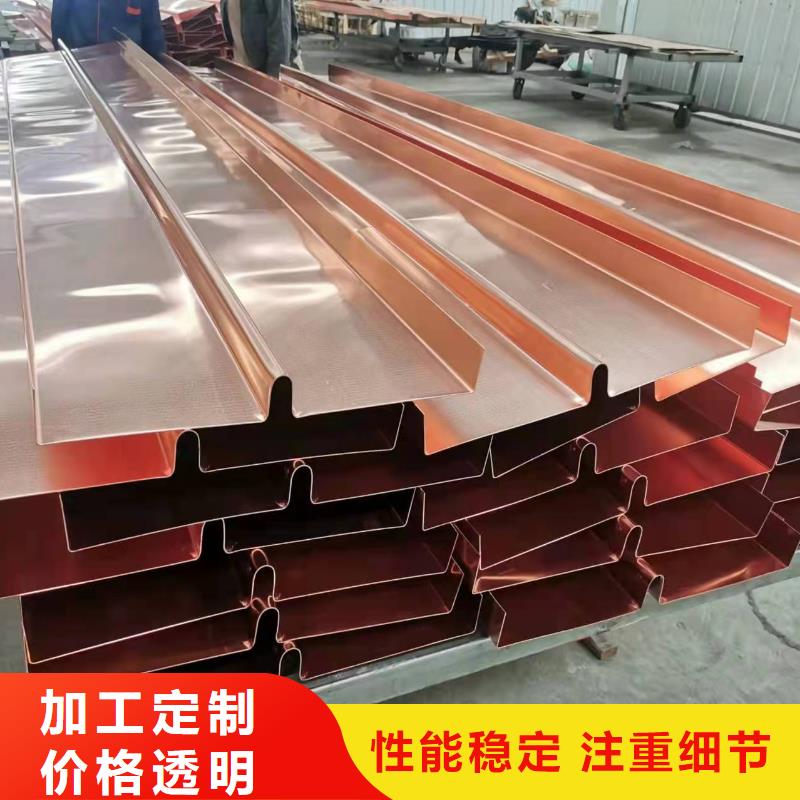
紫铜止水福建南平止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。 紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。 气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。 1)搭接焊工艺 ① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。 ② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。 2)施焊操作要点 气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。 氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。 点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。 火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。 调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,



选购紫铜止水带施工团队来福建省南平市找金鸿耀工程材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:程经理-15650312333,{QQ:728882077},地址:[羊里街道办事处]。