





想要探索紫铜止水订制的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:紫铜止水订制的图文介绍
①接受您的咨询,根据您的需求,确定合适的 吉林延边软式透水管;
②为您提供 吉林延边软式透水管设计、工艺流程设计;
③适合您的 吉林延边软式透水管选购方案;
④根据您的特殊需求,设计 吉林延边软式透水管产品;


1.退火:为便于加工、焊接,铜片在使用前先进行退火处理。退火后延伸率将增加10~40%。2.成型:在自制模具上用千斤顶静压成型。3.焊接:在现场采用氧焊接长,焊接质量满足施工图纸要求。按照规范要求,搭接长度应不小于2cm,且应为双面焊接(包括“鼻子”部分)。4.伸缩段隔离剂:为了能使铜片止水的伸缩段即“鼻子”部分能自由伸屈,本身又不受损伤,按设计要求在U型槽内填平沥青麻丝。5.安装:紫铜止水片安装位置准确,紫铜止水片底部距离止水基座设计建基面10cm,其鼻子中心线与接缝中心线偏差为±5mm。6.检查:焊接接头表面应光滑,无砂眼或裂纹,不渗水。在现场焊接的接头,应逐个进行外观质量和渗透检测合格。吉林延边止水铜片



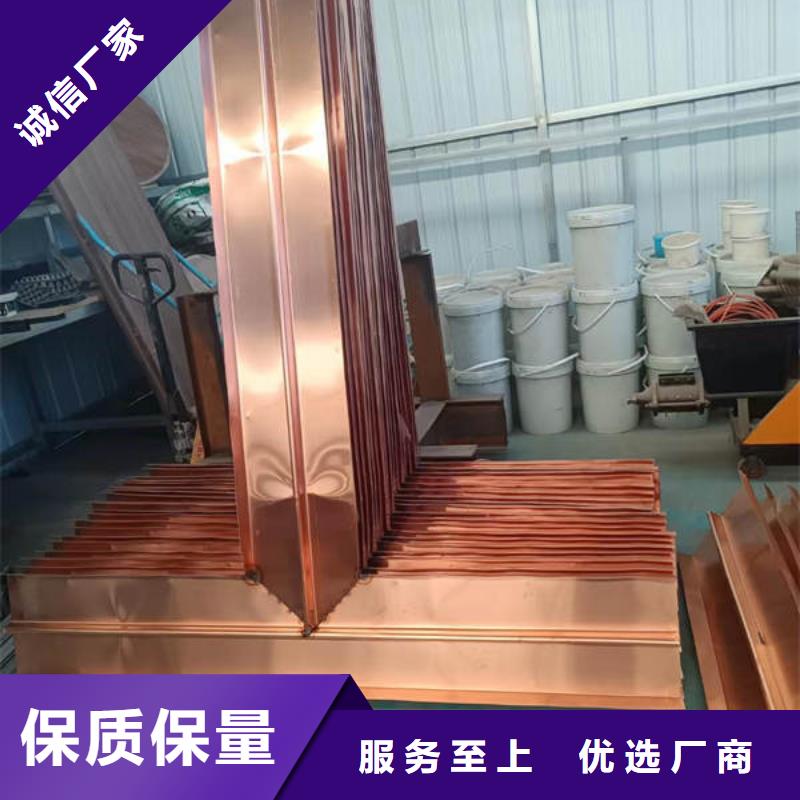
性能:有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊。含降低导电、导热性杂质较少,微量的氧对导电、导热和加工等性能影响不大,但易引起“氢病”,不宜在高温(如>370℃)还原性气氛中加工(退火、焊接等)和使用。吉林延边止水铜片 产品细节:1.材质优良 采用铜含量》=99.9%,符合工程所需 2.止水性好 建筑行业应用止水性能好,适用时间长 3.柔韧性好 韧性好 适应施工变形 安装方便*** 4.轮廓清晰 外观轮廓清晰无裂纹和叠压后的叠痕和凹坑



热轧是加工的首道工序,也是表面质量控制的关键工序。在加热阶段,炉内气氛、温度、加热时间及接触炉底的质量均对带坯质量有明显影响。加热、热轧工序造成的表面缺陷也较为严重,主要表现在加热延时造成氧化皮偏厚、炉底氧化渣压入铸锭及热轧爆皮效果差等;铣面工序如果铣不净、漏铣、刀花大等,都会直接引起带材表面出现起皮、掉渣和孔洞等现象。吉林延边止水铜片 控制炉内气氛、严格执行加热工艺、定期检查和及时维护炉底,是减少铸锭严重氧化、氧化渣压入及晶粒粗大的关键.在铣面时,铣刀刀片质量、一致性、铣刀的振动以及减少铣屑压入等都是铣面质量的关键,同时严格铣面工艺,控制铣削速度以解决刀花大等问题.对局部未洗净的氧化坑等在轧制时应进行打磨修理,以带坯整体质量.另外对铣面的带材应重视卷取质量,防止层间存在间隙,在吊运等过程中会因层间错动造成表面划伤,表面质量留下隐患.也可以采用层间衬纸或其他耐磨柔性材料(如蛇皮布、无纺布等)的方式减少层间擦划伤,层间滑动对带坯表面的损伤。


退火工艺除了罩式炉退火,还可采用气垫式退火。气垫式退火主要用于薄带的退火,较钟罩式炉退火,其带材表面质量更优。气垫式退火有脱脂洗、退火、酸洗、清刷(抛光)、热水洗、钝化、烘干等功能。引起表面腐蚀的原因主要有清洗的水中CL含量过高、钝化剂残留在带材表面等;另外还会由于清刷工序中刷子质量、清刷压力等造成表面刷痕。由于气垫炉工序长,带材接触的辊子多,如果辊子表面黏有污物、破损等,带材表面会产生硌坑、麻点和小鼓包等物理缺陷。 吉林延边止水铜片 铜止水清洗主要采用酸碱洗工序对带材表面进行清洗,主要有脱脂洗、热水洗、酸洗、清刷、热水洗、钝化和烘干等功能。该工序主要存在带材表面残油大、洗不净、清洗的水中Cl-含量过高及钝化剂残留,这些都会造成化学腐蚀斑痕;同时也存在表面刷痕等物理缺陷。



