



无需长篇大论,观看碳素钢复合管护栏产品种类视频,让你瞬间爱上我们的产品。
以下是:碳素钢复合管护栏产品种类的图文介绍
俊邦金属材料有限公司是一家专业从【湖南衡阳镀锌喷塑防撞栏】的研发、生产、销售于一体的综合型企业。公司坐落于全国大型【湖南衡阳镀锌喷塑防撞栏】生产基地--湖南衡阳,位置优良,交通便利。公司【湖南衡阳镀锌喷塑防撞栏】产品通过相关质量体系认证。
公司主要经营:【湖南衡阳镀锌喷塑防撞栏】。经数年的建造努力,公司以优良服务为广大用户提供高性能、高品质的【湖南衡阳镀锌喷塑防撞栏】,技术指标已达到或超过标准。现公司【湖南衡阳镀锌喷塑防撞栏】产品销售全国各地,并出口海外市场,受到客户的认可。


有不少的人在做这些事情,其实对保养方面的情况考虑的不是特别的多,所以就会直接影响到了今后总体的情况,那么当我们在做这些工作的时候,为何一定要做好这些保养的事宜?保持美观性之所以要做好对护栏方面的保养,主要是为了能够真正的保障及本身的美观性。如果没有做保养的工作,上面特别的脏或者是存在很多其他方面的问题,美观性就会受到极大的影响,进而影响到了后续的使用,所以我们大家在平时的时候必须要做好这些保养方面的事情,能够真正的保障及具体的美观性。延长使用寿命同样的围墙护栏,有的地方使用的时间特别的长久,但是有些地方使用的却特别短暂,就是因为和我们日常的保养工作有直接的关系。越是能够做好保养工作,在使用过程中就能够拥有着更长久的使用寿命。 按照正确的方法真正的延长使用寿命,今后的使用才能够有更多的保障。节约经济上的成本如果在平时使用的时候没有做好保养的工作,使用寿命方面就会受到极大的影响,而且经济成本上面也会更高。同样的产品有一些地方能够使用20年,而有的地方就使用10年,这其中就能够看出来在经济方面所带来的影响。日常做好这些保养的工作,才能够减少一些不必要的问题。对围墙护栏进行采购确实有一些小技巧,我们掌握了这些方法之后,后续的整个采购工作其实并没有想象当中的那么困难,有的时候你还会觉得,这个过程其实是挺简单的。如果真的要做一些采购方面的工作,具体的一些技巧到底都有哪些?提前了解市场的情况作为比较专业的人,他们在采购围墙护栏的时候,总是会了解当下市场的情况。



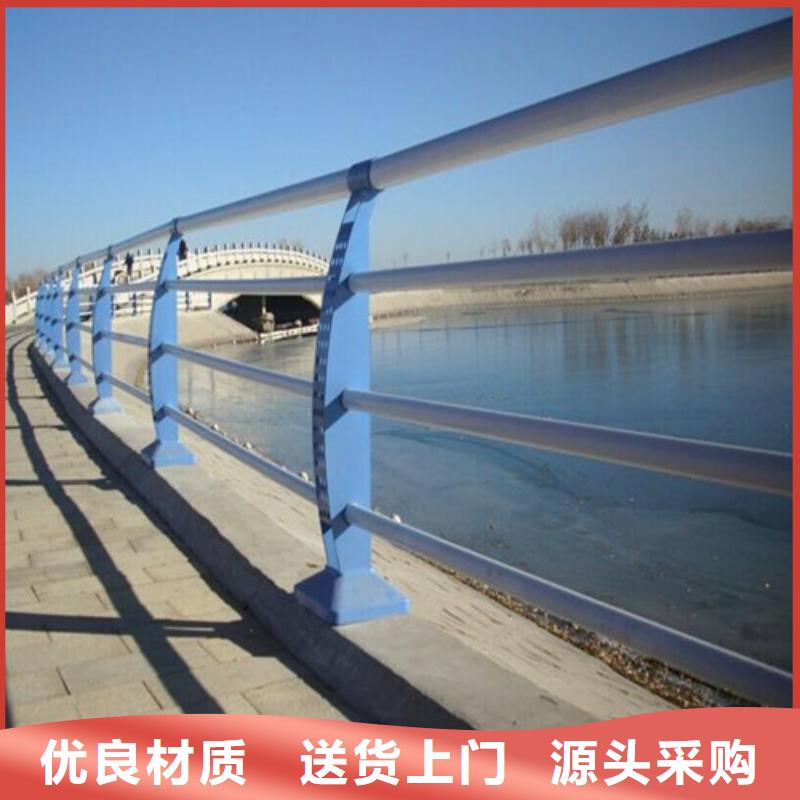
就需求而言,不钢复合管市场整体资源依旧址:编辑:山东日期:4-27:26就需求而言,不钢复合管市场整体资源依旧存在利好当前不钢复合管市场整体资源依旧存在利好,而钢企方面关于本钱支撑也暂无松动,但就需求而言,随着价钱一路上涨,实质性的需求并未同步增涨,而在近两日不锈钢复合管盘震荡运转以肌?综。 随着不锈钢复合管护栏展开的一日千里,对不锈钢复合管护栏材料的央求亦越来越高。开发性能的封装树脂,曾经成为LED下游产业技术研发的焦点。针对大功率LED有机硅封装材料技术央求的进步,采取无机纳米材料的填充进步有机硅封装树脂的折射率、散热性以及抗紫外线才干。在不影响LED光效的前提下,以进步市售有机硅封装材料的抗紫外线老化才干为目的,选择具有的紫外线吸收才干,尽可能低的光催化才干的铈基纳米氧化物为改性剂。 高品位不锈钢碳素钢复合管供需将由偏紧趋向平衡,影响不锈钢复合管护栏价钱的主要矛盾是高品矿供需,不锈钢复合管护栏“供给-本钱”曲线进一步下移和扁平化,同时高炉大型化对高品矿需求刚性增强,不锈钢复合管护栏供需迎来高品矿主导的时期。 产品规格:DN15-DN300mm外复不锈钢复合管---主要用于道路护栏,桥梁护栏,景观护栏专,拉杆把手,晾衣架,门窗等,另有机械加工用外复不锈钢内衬无缝钢碳素钢复合管,如换热器,交流机等。不锈钢复合栏杆,护栏,它不只具有不锈钢复合管的豪华美观和现代气息,又具有普通碳钢管的坚韧性。 不锈钢复合管运用的哪些材料制造而成的呢。这是许多人都关心的一个问题。理论上,其在采用不锈钢为主要的制造材料的基础上,还采用了玻璃钢以及其他金属材料作为辅助性的材料。为什么这类产品为称为复合管,似乎也有这一方面的缘由。


焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。


