


对于规格齐全的无缝方管按需定制可切割大口径薄壁厚壁方矩管供货商产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:规格齐全的无缝方管按需定制可切割大口径薄壁厚壁方矩管供货商的图文介绍
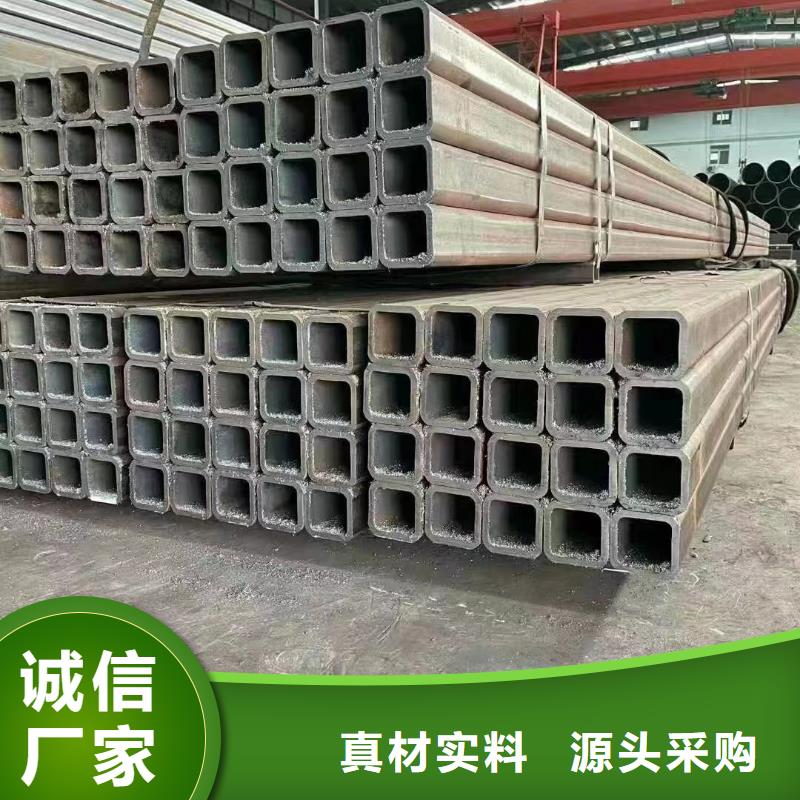
无缝钢管是钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拔制成,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,普遍于制造构造件和机械零件,如石钻杆、汽车传动轴、汽车方向拉杆、车架以及建筑施工中脚架等。
如今无缝方管技术普遍是冷轧,而华隆管业所具有“热轧无缝方管”则是热轧,热轧是在再结晶温度以上对钢材停止轧制,能够毁坏钢锭铸造组织,细化钢材晶粒,并显组织缺陷,从而使钢材组织密实,力学性能得到改善。
这种改善主要表现在沿轧制方向上,使钢材在一定水平上不再是各向同性体,钢材浇注时构成气泡、裂纹和疏松,也可在高温和压力作下被焊合,热轧时金属塑性高,变形抗力低,大大减少了金属变形能量耗费。自创以来,不断坚持“效劳、质量、价钱合理、客户至上、效劳周到、让利客户、薄利多为则,老实守为目标”运营理念,管理上坚持以人为本,效劳上以客户为尊。
如今无缝方管技术普遍是冷轧,而华隆管业所具有“热轧无缝方管”则是热轧,热轧是在再结晶温度以上对钢材停止轧制,能够毁坏钢锭铸造组织,细化钢材晶粒,并显组织缺陷,从而使钢材组织密实,力学性能得到改善。
这种改善主要表现在沿轧制方向上,使钢材在一定水平上不再是各向同性体,钢材浇注时构成气泡、裂纹和疏松,也可在高温和压力作下被焊合,热轧时金属塑性高,变形抗力低,大大减少了金属变形能量耗费。自创以来,不断坚持“效劳、质量、价钱合理、客户至上、效劳周到、让利客户、薄利多为则,老实守为目标”运营理念,管理上坚持以人为本,效劳上以客户为尊。



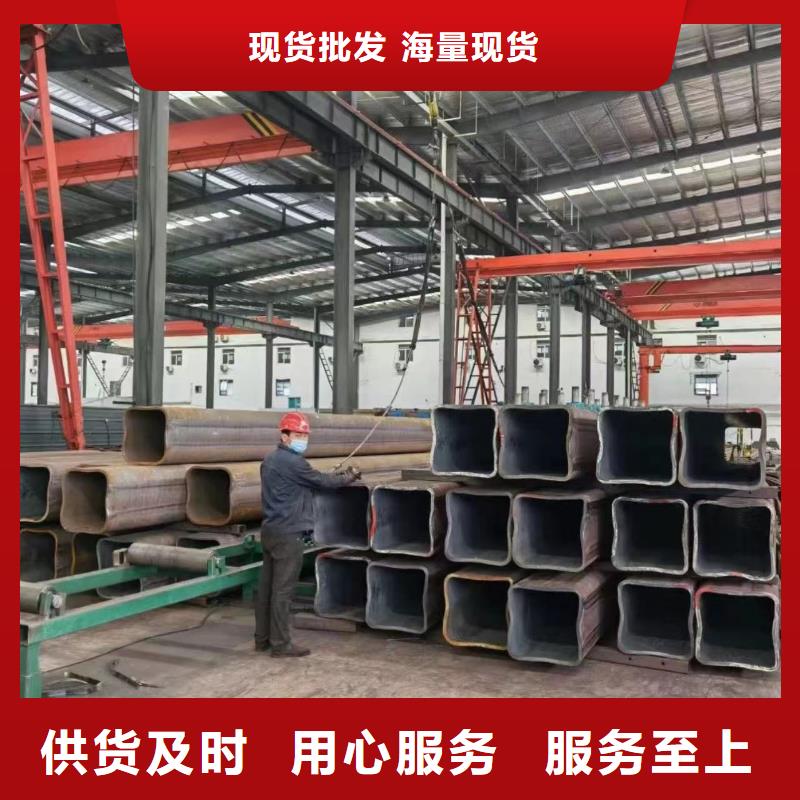
目前我国大口径无缝钢管,主要生产工艺为热轧大口径无缝钢管和热扩大口径无缝钢管,热扩无缝钢管大规格为325mm-1220mm厚为120mm,热扩无缝钢管可生产非国标的尺寸,热扩无缝管就是我们常说的热扩管,密度比较低但是收缩很强的钢管用斜轧法或拉拔法扩 大管材直径的一 种荒管精轧工序。
在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是目前轧管领域的发展趋势。GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。
外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。
大口径无缝钢管经冷拉、冷轧等冷加工成型的钢材,不经任何热处理而直接交货的状态,称为冷拉或冷轧状态。
在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是目前轧管领域的发展趋势。GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。
外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。
大口径无缝钢管经冷拉、冷轧等冷加工成型的钢材,不经任何热处理而直接交货的状态,称为冷拉或冷轧状态。



鑫邦源特钢有限公司实力雄厚,重信用、守合同,生产的 江西吉安高压化肥管拥有质量保证,逐步朝着具有实力、更专业、更现代化的企业前进,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。如果您对我们的 江西吉安高压化肥管感兴趣,请随时拨打鑫邦源特钢有限公司热线电话详细了解。


依据供方与买方商定,每种无缝厚方管质量可按其他规则停止规则。墙面无缝钢管普通是经过快递运输,所以包装直接关系到运输质量和效率,包装不好,效率低,长时间就会抵达目地,有还可能使产品现损失。所以我们要特别留意包装。
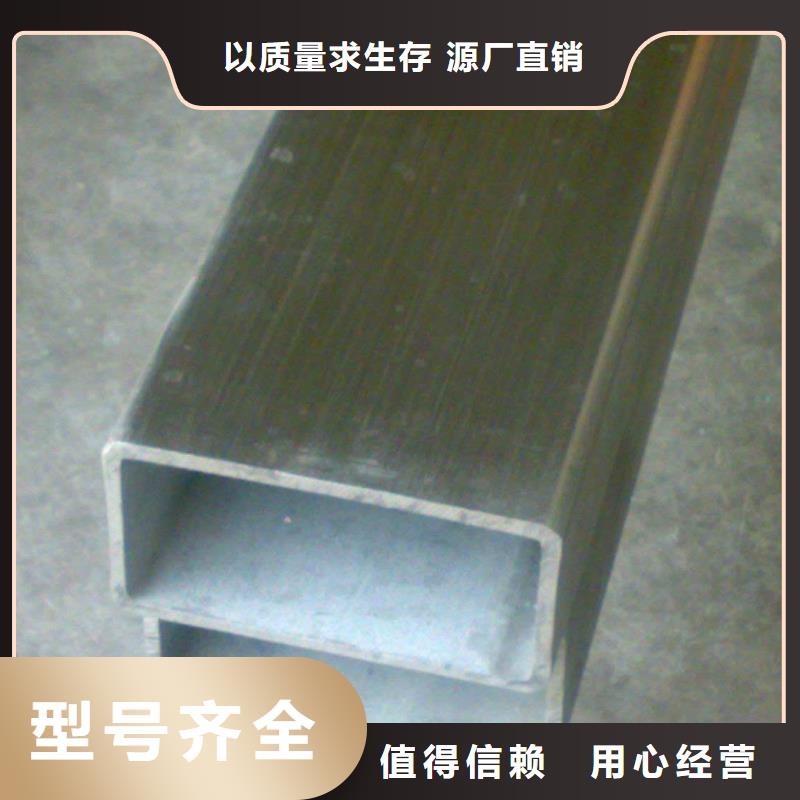
无缝方管是经过不时地停止煅烧,加压,冷却,焊接,凝固等重要几个步骤来停止综合去理解。无缝方管不是一步就做成,就连他成技术也是比拟难做,由于它技术请求是比拟高,经过技术段停止成,当然了也是要参加了其他一些措施停止制造才是能够。
下面主要是经过两种制造办法来促进无缝方管变形,常见措施有两种:一、实弯实弯,望文生义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯优点是反小,成,而且只需辊,内角成R比拟。
无缝方管是经过不时地停止煅烧,加压,冷却,焊接,凝固等重要几个步骤来停止综合去理解。无缝方管不是一步就做成,就连他成技术也是比拟难做,由于它技术请求是比拟高,经过技术段停止成,当然了也是要参加了其他一些措施停止制造才是能够。
下面主要是经过两种制造办法来促进无缝方管变形,常见措施有两种:一、实弯实弯,望文生义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯优点是反小,成,而且只需辊,内角成R比拟。



