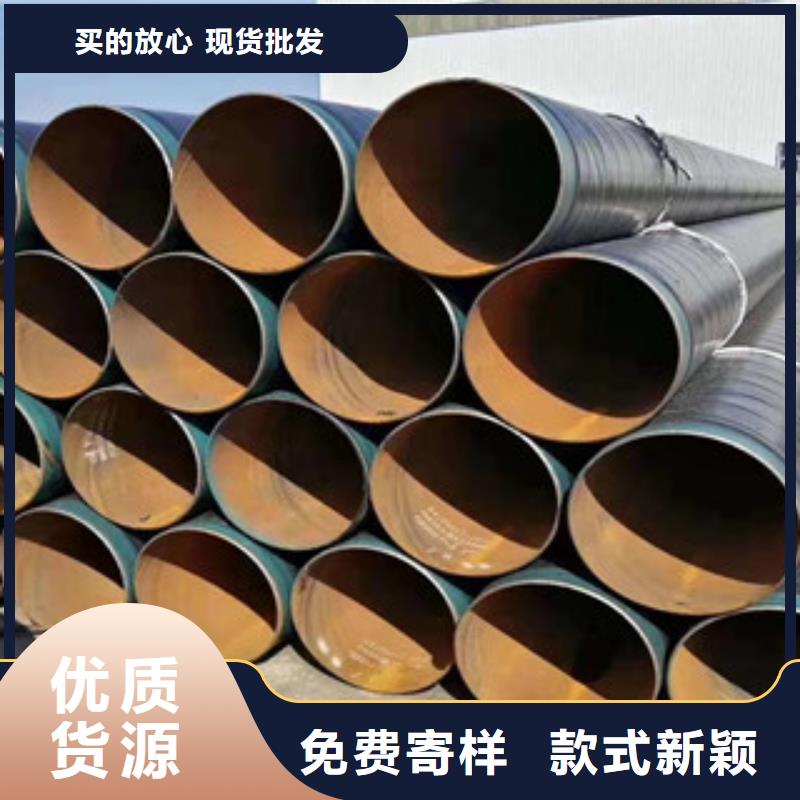
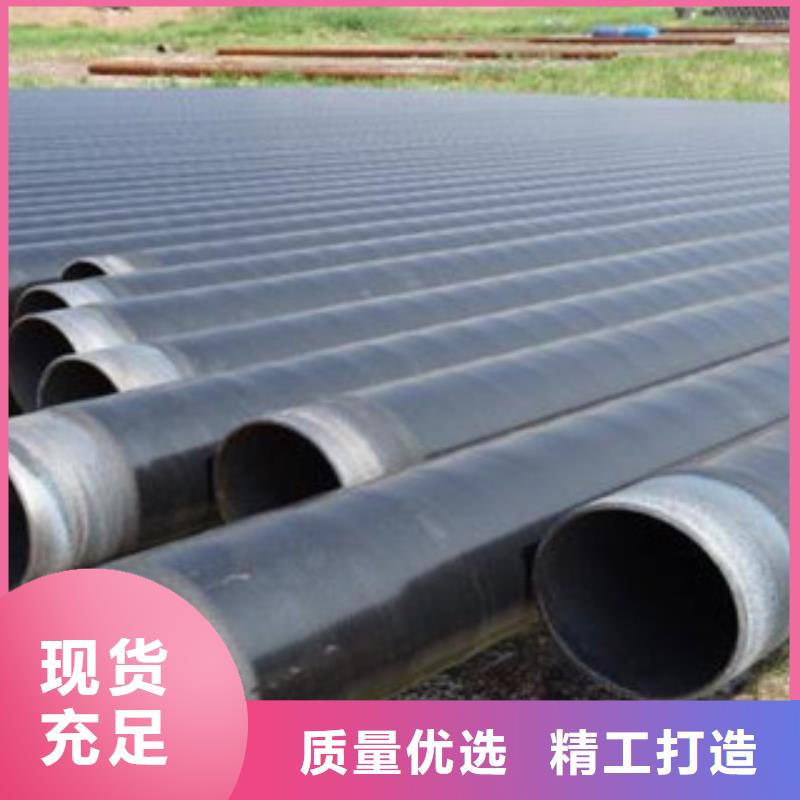
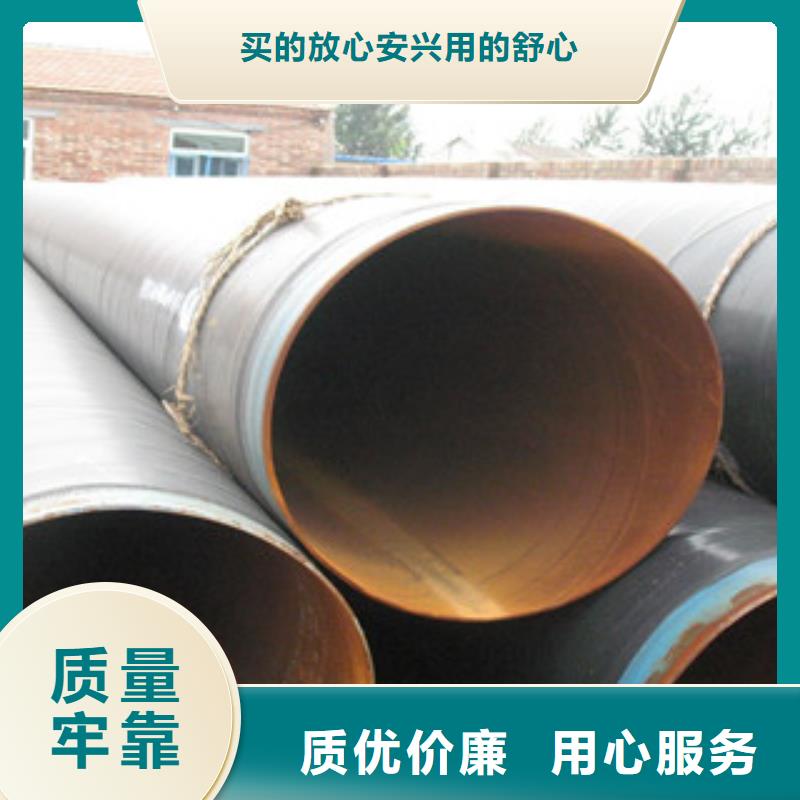




兴昊管道有限公司资质齐全、设备先进、技术力量雄厚,检测手段齐全、具有健全稳定的质保体系。长期从事 江苏泰州内外涂塑复合钢管生产制造。是以设计、制造、安装为一体的现代新型企业,拥有先进的工艺设备和现代生产、办公条件,以及一支专业、诚信、创新、协作、进取的团队。我们的使命是成为z u i具创新的 江苏泰州内外涂塑复合钢管企业,并在所服务的市场中成为备受推崇的供应商。重诺公司会自始至终保持 江苏泰州内外涂塑复合钢管产品的高品质,并且不短推陈出新,为新老客户创造更高的价值。 以客户为中心,尽z u i大努力提供、专业化、个性化的服务,实现合作双赢。作为企业,必须聆听及了解客户的需求,继而超越客户的期望。



3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢
制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2.3.5焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧
焊时,焊丝采用同E309相同成分的A302焊丝。
3.6焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。




(1)内衬不锈钢复合钢管焊接方法
采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。
