
产品详细介绍

冷轧基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷轧—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。
生产需要注意控制:毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 与普通冷轧钢管相比,冷轧精密无缝钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。一般冷轧精密无缝钢管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉轧过程中不能出现顶头或模具粘钢现象。
退火在所有的冷轧管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷轧冷拔管需要配置无氧化光亮退火炉设备。精密无缝钢管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl 应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,轧制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。生产冷轧精密无缝钢管的工业控制包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作。


冷作硬化是一种与过程方法加强精密无缝钢管、合金的重要手段(冷加工后,强度明显提高腐烂或合金后),然后是冷冲压工艺方法可能的前提下,有利于形成和不锈钢管的加工,合金金、不适合通过热处理强化。冷拔后,滚动和喷丸处理,可以显著提高表面强度精密无缝钢管材料,零件和部件;
该部分应力,往往超过材料屈服极限的局部应力的某些部分,塑性变形引起的,由于加工硬化限制继续塑性变形的发展,可以提高零部件的度;精密无缝钢管零件在冲压,塑性变形强化的陪同下,转移到周围的非硬化的部分的变形。通过这样反复交替过冷冲压变形得到均匀截面;
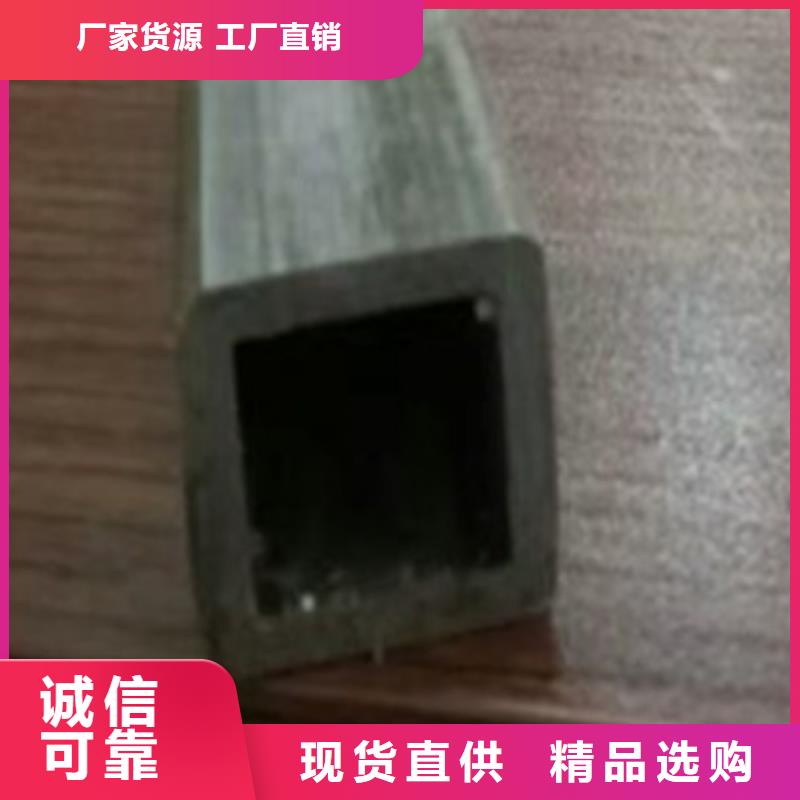
它可以提高低碳钢的切削性能,切削易分离。但工作的精密无缝钢管进一步加工困难的硬化。如冷拔钢丝,由于加工硬化进一步能耗高的画,甚至被破坏,因而必须通过中间退火加工硬化,然后绘制。当切削硬脆工件的表面层,和增加切割速度的切削力,刀具磨损等。冷轧精密无缝钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。



1、依据冷拔钢管焊接方法技术规范核查焊条和助焊剂的规格型号是不是恰当,避免错用焊条和助焊剂而导致电焊焊接事故。
2、对电焊焊接自然环境开展监管,当电焊焊接自然环境不太好(溫度小于0℃、空气湿度超过90%)时要采取有效对策后开展电焊焊接。
3、预焊前先检测焊缝规格,包含空隙、钝边、视角及错口等是不是合乎加工工艺规定。
4、在埋弧全自动內外电焊焊接全过程中采用的电焊焊接电流量、电焊焊接工作电压、电焊焊接速率等加工工艺主要参数是不是恰当。
5、监管电焊焊接工作人员在埋弧全自动內外电焊焊接时灵活运用冷拔钢管管端引弧板长短,內外电焊焊接时引弧板的应用率,这有利于管子端尾电焊焊接品质。
6、监管电焊焊接工作人员在焊补时是不是先将炉渣整洁、是不是已完全解决连接头,焊缝处是不是有机油、锈迹、渣、水、漆等废弃物。
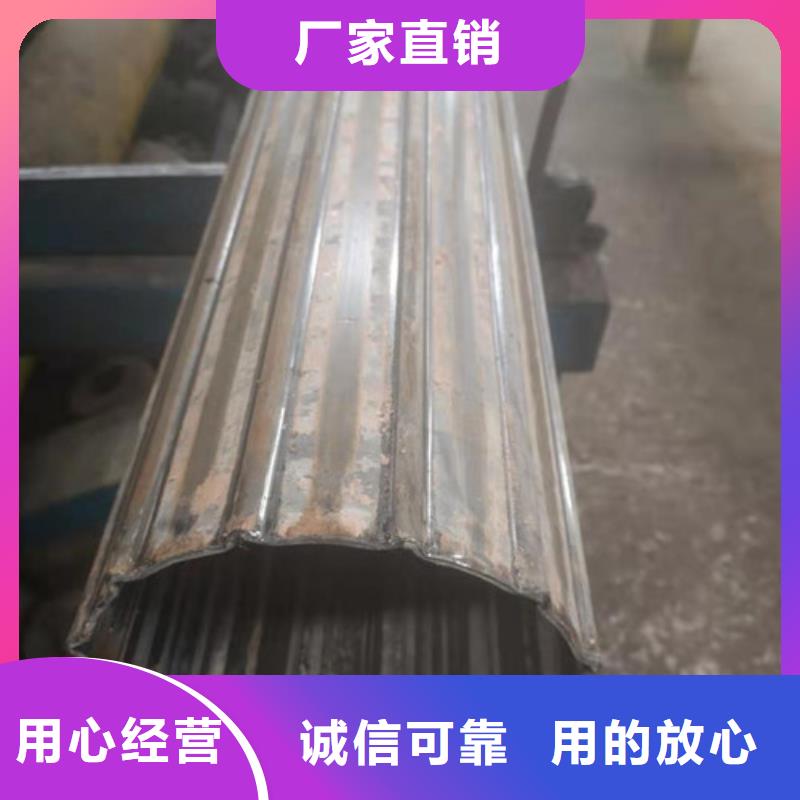
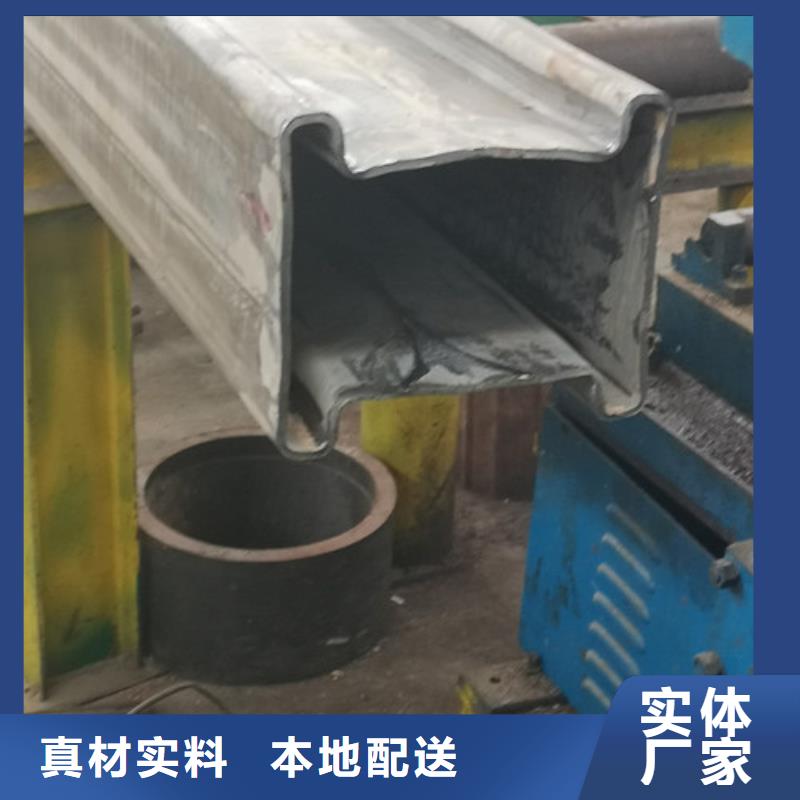
冷拔钢管主要是根据支撑力减径,中空对接焊缝没有芯轴的持续冷轧而进行。



精拉管业有限公司地理位置优越,交通便利,设备齐全,技术先进,实行严格的质量管理体系。 主要生产和供应各种 吉林通化精拉光亮管等几十个品种,上千个规格。
