
更新时间:2024-11-01 01:46:30 浏览次数:2 公司名称:莱芜 广通工程材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
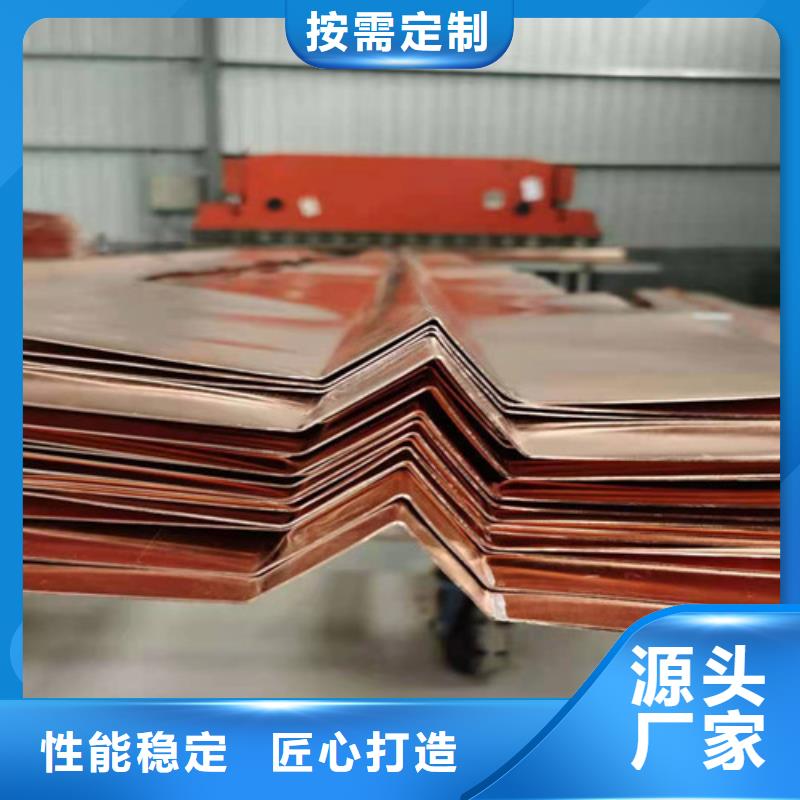
| 止水铜片 | T2 |
| 国标包检测 | 合格证检测报告 |




广通工程材料有限公司专注于 河北廊坊土工席垫销售和服务。公司有经验丰富的工程师,保证提供及时、好的售后服务,公司建有备品仓库,可以迅速快捷地提供产品备件,保证客户能够及时买到各种备品备件。 公司主要销售: 河北廊坊土工席垫。


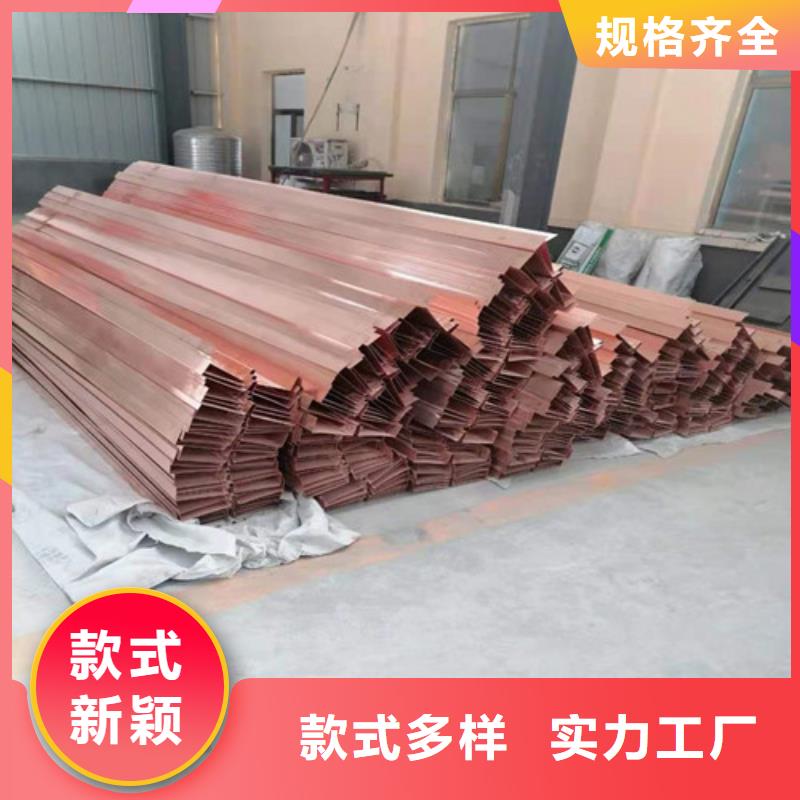
如需连接,应采用搭接焊,搭接长度不得小于20mm,采用双面氧焊,并保证焊缝饱满,无砂眼裂缝。焊工必须经培训合格,持证上岗。“十”字接头和“T”字形接头在现场加工时,应严格控制焊接质量。
止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。
3、止水铜片安装过程中
安装应由模板夹紧定位,支撑牢固。须按设计位置跨缝对中进行安装,并用托架、卡具定位,确保在混凝土浇筑过程中不产生变形或位移。不允许有拉筋、钢筋或其它钢结构与止水相碰接。
安装应保证牛鼻子对中并加以固定,防止在砼浇筑时变形或偏离分缝中心线,架立止水片时不得在金属止水片上穿孔。
安装应准确、牢固,其鼻子中心线与接缝中心线偏差5 。定位后应在鼻子 空腔内满填塑性材料。



焊接紫铜管常用的就是对接接头,搭接接头和丁字接头尽量少采用。在气焊时,可采用两种焊丝,一种是含有脱氧元素的焊丝,另一种是一般的紫铜丝和母材的切条,且气焊紫铜管时应采用中性焰。在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜,油等脏物等都清理干净,避免产生气孔,夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。加工及销售铜合金铜材产品涵盖:各种牌号规格的铜板、铜带、铜排、铜管、铜棒、铜箔、异型铜材等几大类;铜合金类型产品有:无氧铜、紫铜、黄铜、青铜、白铜等。




