



更新时间:2024-12-20 03:29:33 浏览次数:3 公司名称:许昌 建贸机械 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 26000/台 |
| 发货期限 | 1 |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢材 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 许昌 |
| 产品产地 | 河南 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 型号 | JMRLJ-3000 |
| 钢筋笼直径 | 400-3000mm |
| 钢筋笼长度 | 2-36m |
| 电机总功率 | 14KW |
| 缠绕筋 | 4-18mm |
| 缠绕筋间距 | 可调 |
| 焊接方式 | 二保焊机 |
| 焊接材料 | 焊丝焊条等 |





建贸机械 有限公司长期生产销售 西藏阿里智能张拉机厂家等多种型号产品,建贸机械 有限公司一直坚持“诚信合作,共同发展”的经营理念,始终保持无缝钢管价格合理,欢迎您的来电,我们将竭尽全力为您服务!


使用钢筋笼滚焊机加工钢筋,速度相对来说比较快,且加工的质量也比较可靠,使用数控钢筋笼滚焊机定尺弯箍时会有误差,这是什么原因导致的呢?
1、钢筋顶动钢筋笼滚焊机的定尺板,受料架上定尺板及拉筋有一定质量,存在滑动摩擦力,因为就会出现误差。
2、因为钢筋在行走且锤头位置不确定,因此用数控钢筋笼滚焊机定尺弯箍就会存在一定误差。
3、钢筋笼滚焊机定长,是到位后迫使钢筋停止前进,获得需要的弯箍精度,夹棍与钢筋间存在相对运动打滑,钢筋越长误差越严重。
钢筋笼滚焊机数控系统通电后的检查:
(1)首先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。
(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。
(3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。
(4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。
(5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。



并且,要在实际进行勘察之前,做好对于手头各项设备缺陷的分析与记录,且根据现有设备的缺陷,预测可能出现的勘察偏差,然后再依据勘察方案开展实际的勘察工作。勘察人员还要结合各项设备的精度要求,做好对于偏差的读取,以避免勘察结果偏离实际状况。
套筒螺纹连接法施工时,套筒施工要求较高,两钢筋笼制作好后,容易造成轴线不对中;每根钢筋接头不能都刚好密封相贴;套筒套住一侧多,一侧少的问题,抗拉强度达不到设计要求。
如何避免这些问题,施工呢?首先,钢筋丝头加工和钢筋端头切平很关键,钢筋端头一定要切平,一侧多一侧少要划线控制,丝头不能太紧也不能太松(切丝要注意不能太深),端头好磨一下,切的时候磨一下,浪费时间不是很长,只是一个习惯一个理念的问题。
钢筋笼检测管的问题:


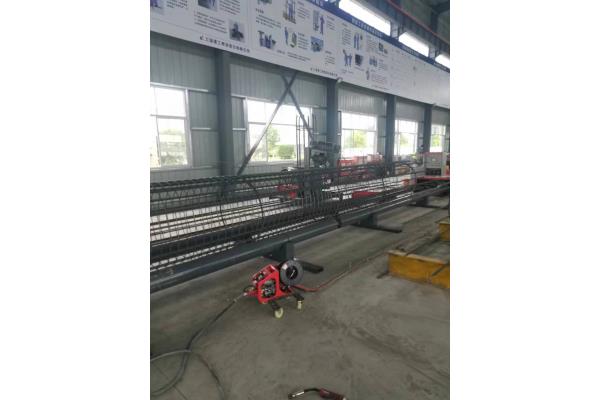
5、箍筋缠绕及焊接
钢筋安装利用箍筋盘,通过调直机构,把箍筋端部与主筋连接,移动盘转动前移,通过控制台设定好的转速与移动速度,进行箍筋缠绕及间距控制。
箍筋与主筋交叉点采用CO2保护焊焊接。该部位为设备的选配结构,可选择自动手,也可直接人工焊接。
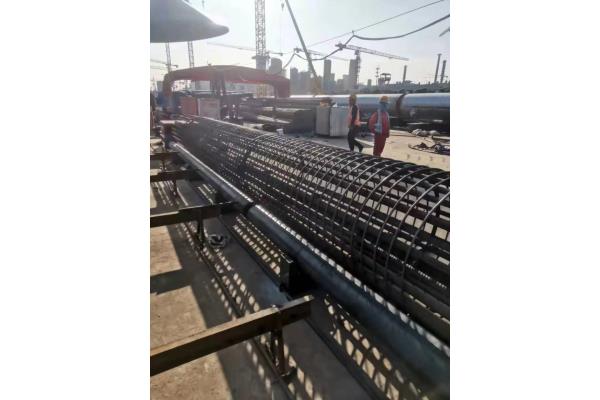
6、相邻钢筋笼对接
以 、二节钢筋笼连接为例,当 节钢筋笼加工完成后,在末端剩余1m时,通过固定盘分料器,人工连接第二节主筋,完成后开动移动盘继续向前移动,同时继续缠绕箍筋,停止焊接,将第二节钢筋笼拖出固定盘模板1m后,停止移动盘,锁紧固定盘模板定位螺栓,人工标识主筋连接顺序,拆开两节钢筋笼之间的连接,卸除 节钢筋笼,将移动盘回移到位后,重复以上工序,完成第二、三节钢筋笼加工。
7、加劲箍圈的制作与安装
加劲箍圈采用自动弯箍机进行加工。
加劲箍圈安装分为两步, 步分是在钢筋笼完成自动滚焊后卸除钢筋笼前,为保证整体刚度,在钢筋笼两端及中间各焊接一加劲箍圈;第二步是完成卸笼后,在半成品存放区进行剩余部分加劲箍圈的安装及焊接及声测管的安装。
卸笼
