


无论您是初次接触还是已经熟悉,我们的904L不锈钢复合板产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
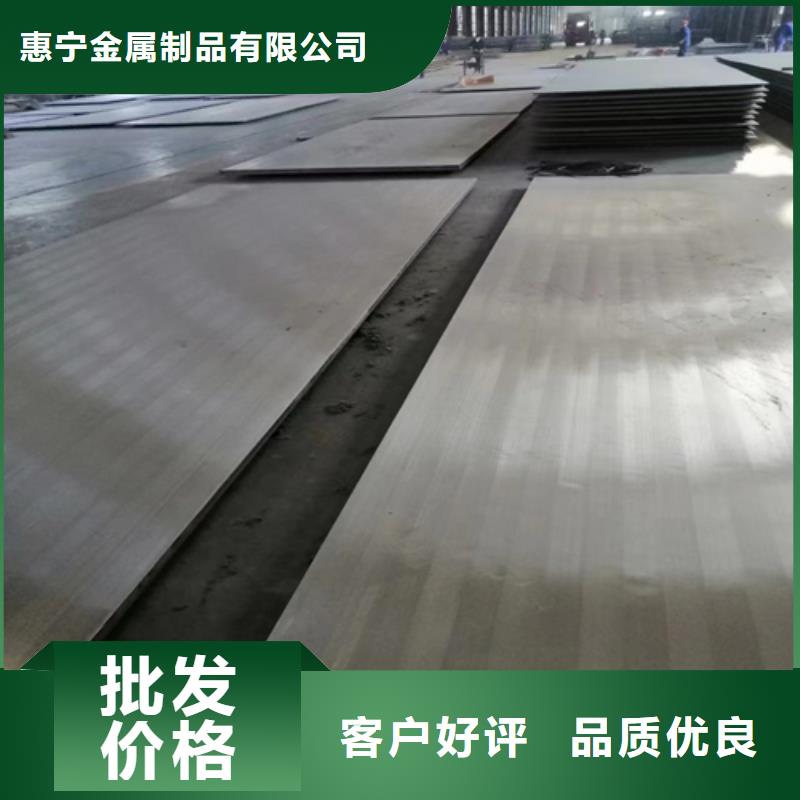
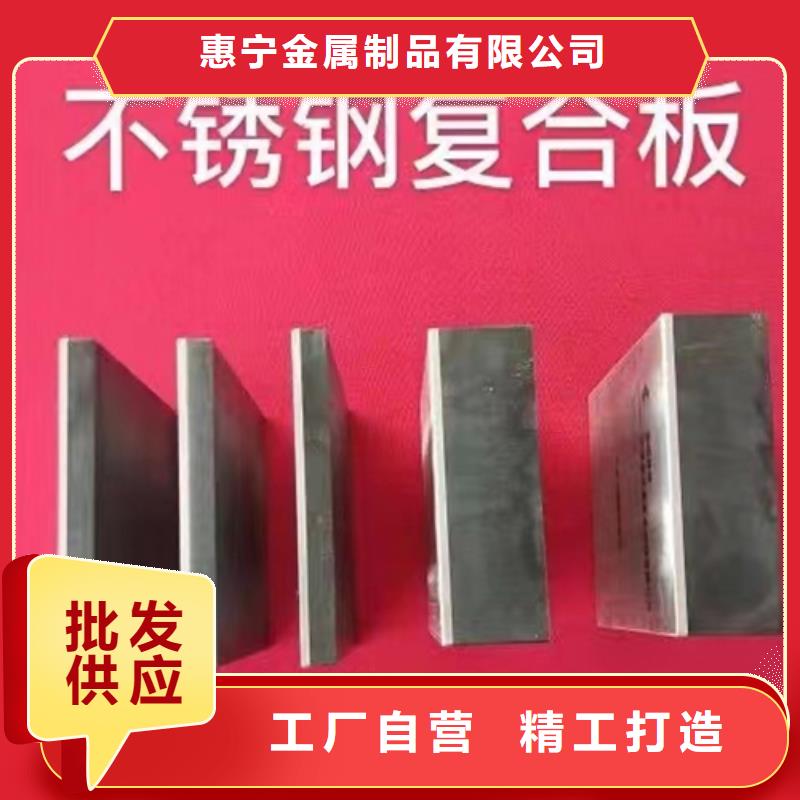
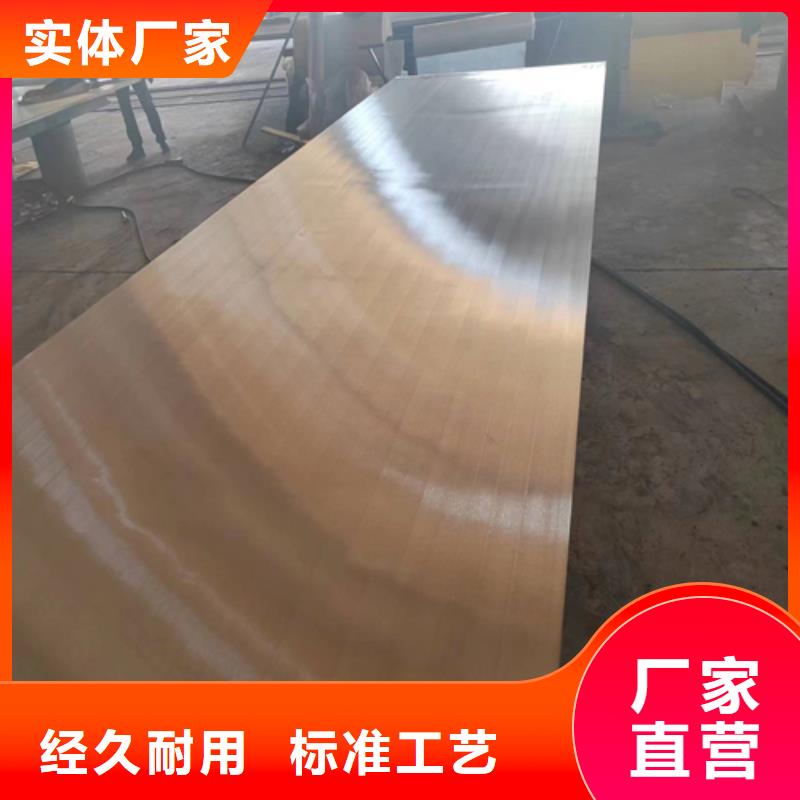
以下是:904L不锈钢复合板的图文介绍


西藏阿里不锈钢复合板中国铝业发布2022年季度报告。季度营收756.21亿元(约113亿美元),同比增加43.62%;净利润15.75亿元,同比增加60.52%。德国工业巨头蒂森克虏伯(thyssenkrupp)公布,截至2022年3月底的第二财季盈利和销售额均超过市场预期,受益于钢铁价格上涨和利润率提高。该公司第二财季销售额增长24%,至106亿欧元(约112亿美元),调整后息税前利润跃升至8.02亿欧元。纽柯钢铁(Nucor)公布2022年一季度业绩。季度净销售额104.93亿美元,上年同期为70.17亿美元。归属于公司股东的净利润20.96亿美元,上年同期为9.42亿美元。JFE控股(JFE Holdings, Inc.)公布财年业绩(2021年4月-2022年3月)。全年营收43651亿日元(约323亿美元),上年为32272亿日元。财年归属于母公司所有者的净利润2880亿日元,上年净亏损218亿日元。鞍钢股份披露2022年季度报告。报告期内公司实现营业总收入349.27亿元(约52.15亿美元),同比增长9.77%;归母净利润14.82亿元,同比下降1.20%;扣非净利润15.19亿元,同比下降0.72%。



西藏阿里不锈钢复合板 304不锈钢复合板 目前,在汽车燃油箱中使用较多的是奥氏体不锈钢,如SUS304L。考虑应力腐蚀破裂问题以及成本问题,许多钢铁企业正在努力开发燃油箱用铁素体不锈钢。JFE在2003年7月宣布已经成功开发出可应用于汽车燃油箱及燃油系统其他部件的高耐蚀性和成形性的铁素体不锈钢18Cr-1.45Mo-Ti(商品名为 JFE-SX1)。由于它的耐蚀性比其他铁素体不锈钢更接近SUS304,同时还具有卓越的冲压成形性能,其作为美钢协(AISI)下属的钢质燃油箱战略联盟(SASFT)惟一指定的铁素体不锈钢。3、汽车车架用不锈钢刚度大是不锈钢制造的组合式车架的特点,因为不锈钢在保证足够高的强度、重量比的同时,还具有良好的塑性、韧性、成形性和焊接性。组合式汽车车架设计与不锈钢材料的优良性能相结合,便可制造出重量特别轻、抗撞击性能好、可靠性高而且寿命长的汽车,这样的车架还可以完全回收利用。日本各不锈钢公司都在努力研究汽车用高强度不锈钢,含铬12%的不锈钢已成功地应用于高速客运汽车上。使用AISI409型铁素体不锈钢制成的整体车身外壳,使用寿命一般为15年~20年。


惠宁金属制品有限公司位于经济开发区;公司专门从事 西藏阿里不锈钢复合板、不锈钢焊管、304不锈钢焊管、201不锈钢焊管的研制与生产;惠宁金属制品有限公司以“科学的理念、创新的思维、优质的产品、诚信的服务”为企业宗旨;遵循“自然、科学、”的研发理念,为客户提供的产品;惠宁金属制品有限公司在重视产品质量的同时,也建立了一套集技术支持、的销售服务体系;努力把我们方便、快捷、周到的服务提供给每一个客户。1886523737618865237376



西藏阿里不锈钢复合板 Q235不锈钢复合板自20世纪80年代以来,爆炸焊的理论和实验技术得到了长足的发展,特别是在应用技术上有了创新,在化工、石油、制药、造船、军事,甚至核工业、航空航天等领域都有广泛应用。
二、爆炸不锈钢复合钢板基础知识
1.不锈钢复合板爆炸基本原理
以民爆作为能源,当被引爆后,爆轰波和爆炸产物所释放的能量直接作用在复板上,使原来处于静止状态的复板瞬间被加速,并在间隙空间高速向下飞行,与基板发生有序倾斜碰撞,在碰撞区通过能量转换,终实现冶金结合。
通过爆炸产生的能量,爆炸焊接工艺能在金属板之间形成合金焊接层。在爆炸焊接之前,需要将金属板的表面洁合理分配干净,平行放置并固定。板上按照独特的引爆顺序放置一层。爆炸开始时,爆轰波阵面迅速掠过金属板表面,并按照特定的碰撞条件将金属板压在下方的基板上。


西藏阿里不锈钢复合板二)焊前准备
1、下料
不锈钢复合板的切割以及坡口加工尽量采用机械加工方法,切割面应光滑,采用剪床切割时,复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。
2、坡口加工及检查
(1)坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参照图1-1选用。(2)坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。
(3)坡口加工一般采用机械方法制成。若采用等离子切割、气割等方法开制坡口则必须去除复材表面的氧化层。
(4)开完的坡口要进行外观检查,不得有裂纹和分层,否则应进行修补。
3、焊前清理坡口及其两侧各20mm范围内应用机械方法及有机溶剂进行表面清理,表面的油污、锈迹、金属屑、氧化膜及其他污物,复层距离坡口100mm范围内应涂防飞溅涂料。
4、焊件装配
(1)装配应以复层为基准,其错边量不得大于复层厚度的二分之一,且不大于2mm,对于复层厚度不同时,按较小的复层厚度取错边量。
(2)定位焊应焊在基层母材上,且采用与焊接基层金属相同的焊接材料。手弧焊定位焊焊缝参照表1-3(δ0为基层厚度)。西藏阿里


