

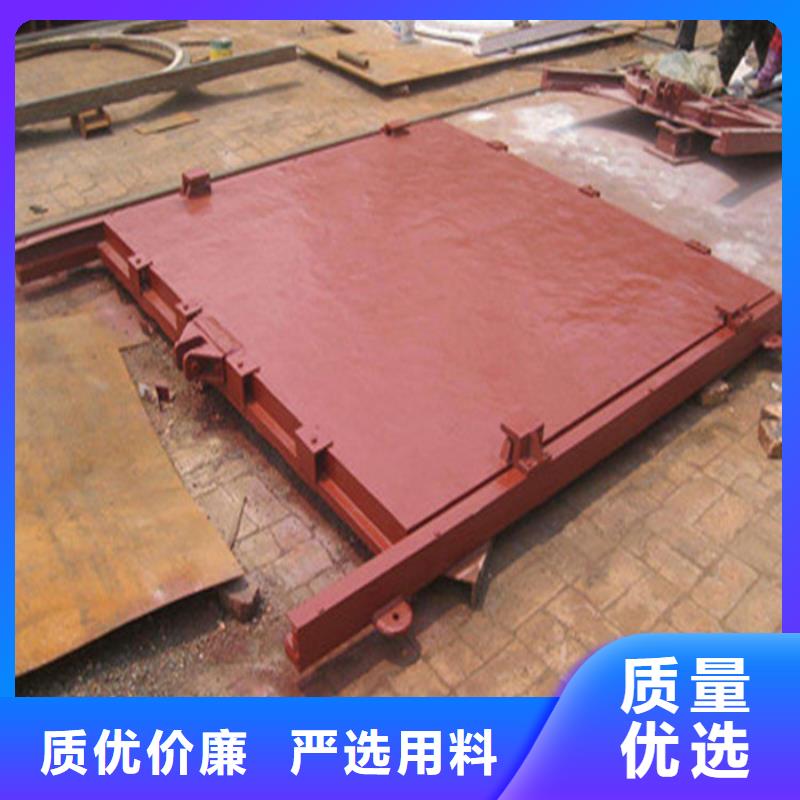







滁州铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。
滁州铸铁闸门安装... 滁州铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。
滁州铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。
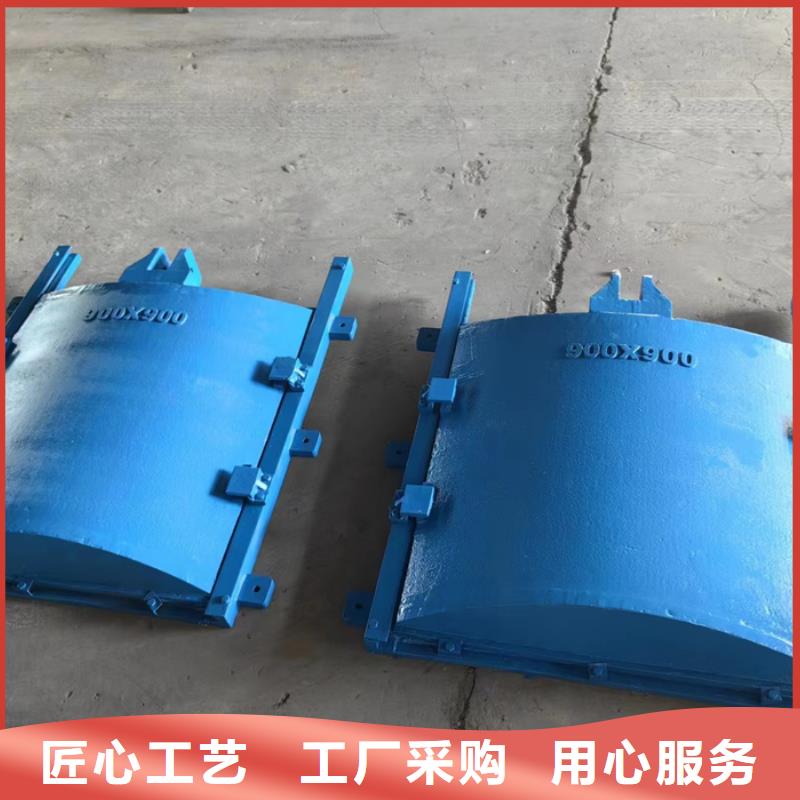
滁州铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。
闸门的迎水面一定要按设计要求安装否则因板面受力方向不对,引起板面断裂,遇反向受压时一定要在订货时说明,防止发生重大事故。
滁州铸铁闸门喷砂用气操作压力小于0.5MPa,配备6m3 / Sr空压机。 使用移动式空气压缩机时,排量为6m3 / s,额定压力为0.8MPa,功率为37kw。 喷砂处理中使用的压缩空气应通过冷却装置和水分离器进行处理,以确保压缩空气干燥无油。 要定期清洁油水分离器。 当进行喷砂时,喷嘴尺寸为6至8mm。 在使用过程中,喷嘴应由于磨损而更换,并且孔的直径增加25%。
经过喷砂和检查的金属表面在运输或防腐施工前应保持清洁,避免被水或油污染,不得直接接触金属表面,以防止局部生锈; 被油污染的金属表面要用相应的有机溶剂处理,喷枪中的压缩空气用作动力。 在驱动装置的驱动下,锌线穿过喷嘴并被氧 - 乙炔火焰加热而成为熔融体,其被压缩空气雾化。 将颗粒喷射到工件上以形成热喷涂的锌保护层。
滁州铸铁闸门热喷涂锌
(一)主要设备
压缩空气系统,氧气、乙炔系统,金属气喷枪及胶管等。
(二)工作原理
以喷枪中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。由于喷砂后的基体表面凹凸不平,散热收缩后的金属涂层能牢固地附在工件表面。
(三)喷料要求
1.金属喷涂用锌丝纯度不得低于99.99%。
2.锌丝应光洁、无锈、无油、无折痕,直径为2.0~3.0mm。
(四)喷涂工艺要求
1.喷涂用的压缩空气应清洁、干燥,压力不得低于0.4MPa。
2.喷涂距离为100~200mm,喷枪尽可能与基体表面成直角,不得低于45°。
3.喷枪移动速度,以一次喷涂厚度达到25~80μm为宜。
4.各喷涂带之间应有1/3的宽度重叠,厚度应尽可能地均匀。
5.各喷涂层之间的喷枪走向应相互垂直,以交叉覆盖。
6.涂层表面温度降到70℃以下时,再进行下一层喷涂。
滁州铸铁闸门的工作原理
滁州铸铁闸门是用于开启、关闭部分水工建筑物中过水口的活动组成部分。它具有调整水流量、控制水位,及船只运送的作用。
滁州铸铁闸门的闸门门框与门体安装在水下部位,导轨则装在门框上端,确保了门体作业时,沿门框,导轨在必定行程内作上、下笔直方向往复运动。
滁州铸铁闸门作业时,转变启闭机摇把使螺母或螺杆蜗轮作旋转运动,股动传动螺杆作业,使门体相对对门框作上下往复运动,楔紧设备运用楔块可紧可松的作业原理,使门体下降至设定极限方位时,门框、门体密封座面能有效地贴合,起到截水之效果。
因铸铁闸门在水下作业,为操作便利,在水下设置了启闭设备,因为闸门标高不相共同,所以传动螺杆的长短,轴导架的设置与否,视其详细尺度而定。