

想知道X80管线管发货及时产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:X80管线管发货及时的图文介绍

鹏鑫钢铁有限公司
鹏鑫钢铁有限公司秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 河北保定无缝钢管产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。


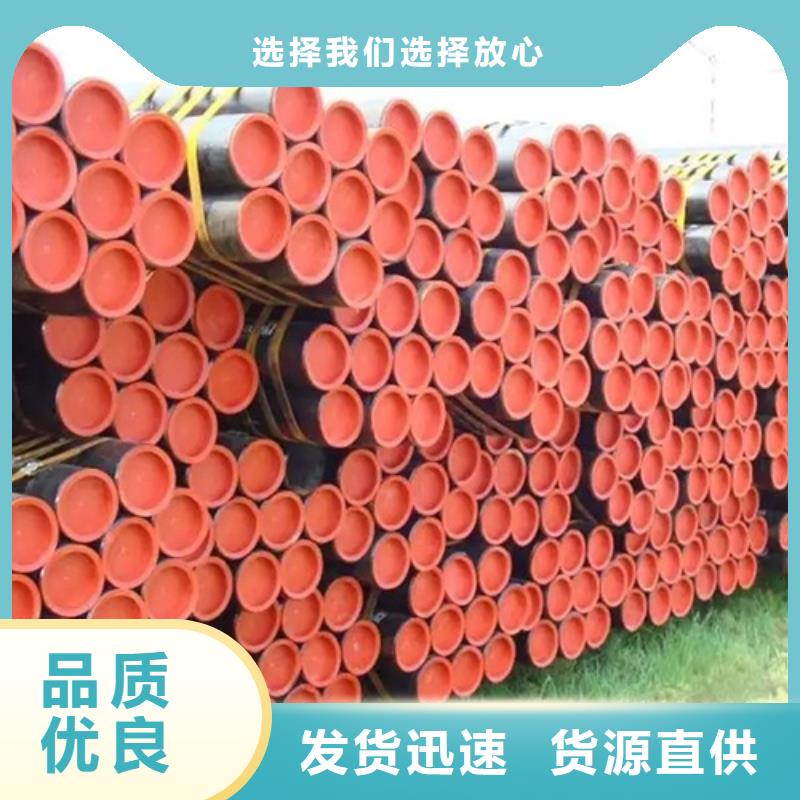
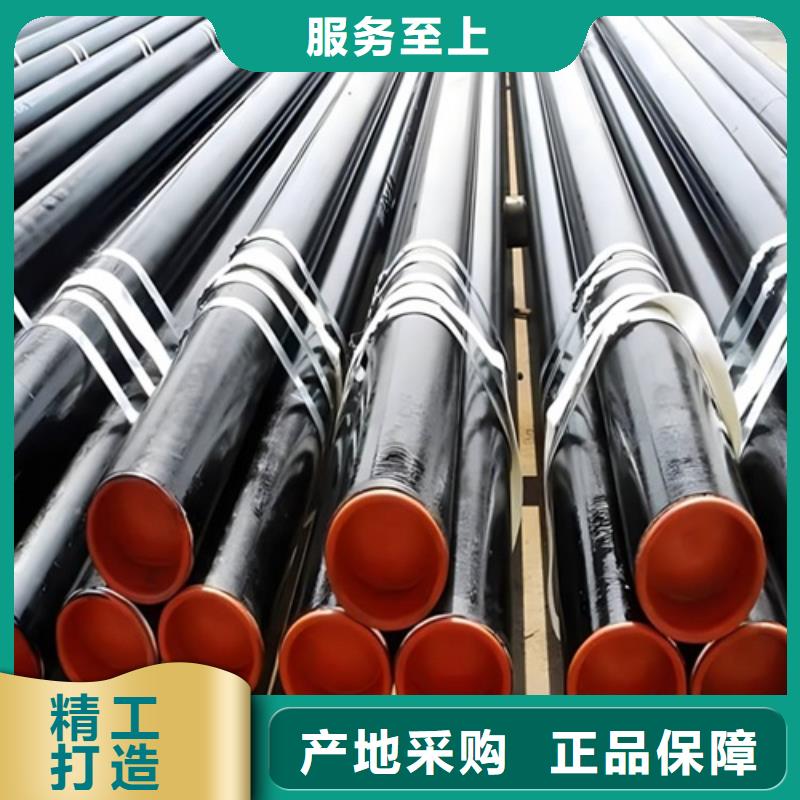
管线管是用于石油、天然气工业中的气、水、油输送,管线管包括无缝和焊接管两种,接下来详细为大家介绍一下管线管: 管线管其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。其主要材质为L245、L290、L360、L415、L480、GR.B、X42、X46、X56、X65、X70、X80、X100等钢级。在我国,管线管的标准是GB/T9711,主要生产钢管牌号:B、X42、X52、X60、X65、X70、L245、L290、L320、L360、L390、L450、L485。



管线管激光焊接加工工艺 管线管的焊接前准备充分与一般的低碳钢是相同的,务必注意的是要认真处理好焊缝规格型号和附近的热镀锌层。便于熔透,焊缝规格型号要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;便于减少锌对焊接的渗透到,在焊之前,可将焊缝内的热镀锌层以后再焊。 在实际工程监理工作方面,采用了集中打焊缝,没留钝边制作工艺进行集中控制系统,两层激光焊接加工加工工艺,减少了未熔透的几率。 焊条应根据镀锌钢管的基本原材料选用,一般低碳钢由于充分考虑易可执行性,选用J422较为普遍。 焊接技巧:在焊两层焊的一层焊接时,尽量使锌层融化并使之汽化、蒸发而逸出焊接,可大大减少液态锌留在焊接中。 在焊角焊缝时,一样在一层尽量使锌层融化并使之汽化、蒸发而逸出焊接,其方法是先将焊条顶部向前约5~7mm左右,当使锌层融化后再回到原来位置再度向前电焊焊接。 再横焊和仰焊时,如选用短渣焊条如J427,错口趋于会并不大;倘若采用上下左右往返运条专业性,更可以得到无缺陷的电焊焊接质量。



管线管是把抽出地面的油、气或水,通过管线管输送到石油和天然气工业企业。管线管包括无缝和焊接管两种,其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。 管线管中温回火所得组织为回火屈氏体。其目的是获得高的屈服强度,弹性极限和较高的韧性。因此,它主要用于各种GB/T9711.1管线钢管和热作模具的处理,回火后硬度一般为HRC35-50。 管线管规格:8-1240×1-200mm、美标规格:1/4〃-28〃,13.7-711.2mm 执行标准: API SPEC 5L GB/T9711.1 GB/T9711.2

