





【新品发布,视频先行!】40cr钢管实力厂家产品,等你来探!
以下是:40cr钢管实力厂家的图文介绍

以下是为您生成的一篇关于“大口径无缝钢管是怎么生产出来的”的知识普及:
---
# 大口径无缝钢管是怎么生产出来的
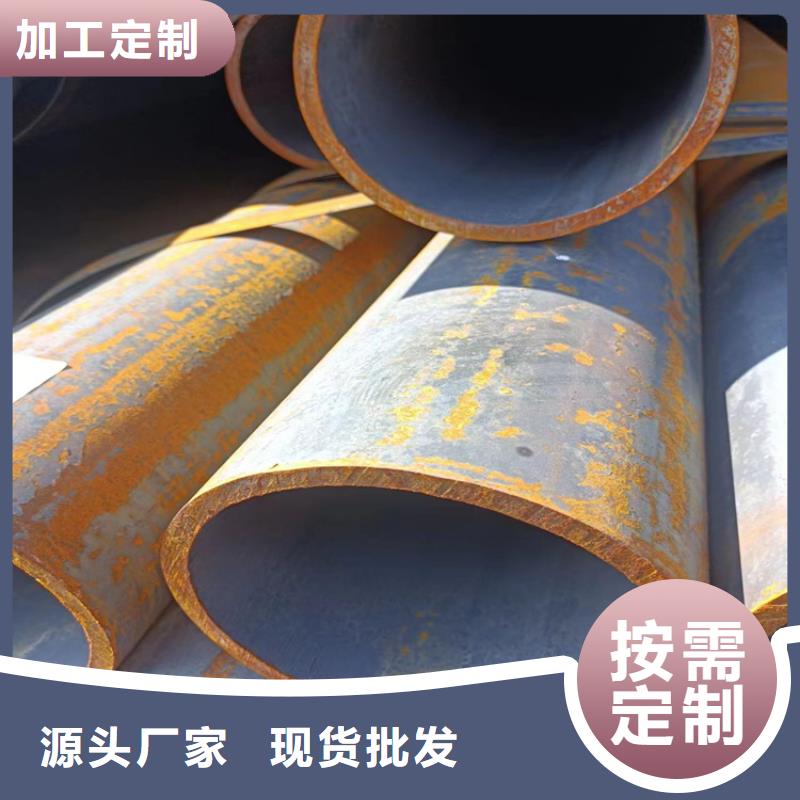
?在现代工业领域中,大口径无缝钢管以其优越的性能和广泛的应用成为了不可或缺的重要材料。那么,您是否好奇这些坚固而这么大的大口径无缝钢管是如何生产出来的呢?让我们一同走进这个充满科技与工艺的制造世界。
大口径无缝钢管主要方式有热扩和热轧,生产过程是一个复杂而精细的工程,主要包括以下几个关键步骤:
**1. 原材料准备**
生产大口径无缝钢管的步是准备高质量的原材料。通常使用的是圆钢坯,其化学成分和机械性能必须符合严格的标准。这些钢坯经过检验和筛选后,被送入加热炉进行加热。
**2. 管坯加热**
在加热炉中,管坯被均匀加热到适宜的轧制温度,一般在 1200°C 至 1300°C 之间。准确的加热温度和均匀的受热对于后续的轧制过程至关重要,它能够确保金属的可塑性和内部组织的均匀性。
**3. 穿孔轧制**
加热后的管坯被送至穿孔机进行穿孔轧制。穿孔机通过强大的压力和旋转的轧辊,在管坯中心穿出一个中空的孔道,使其初步形成管状。这一过程需要的控制,以保证穿孔的质量和尺寸精度。
**4. 连轧延伸**
经过穿孔后的毛管进入连轧机,通过多道次的轧制逐渐减小壁厚、华尔网同城增加长度,并进一步提高钢管的尺寸精度和表面质量。连轧过程中的轧辊布置和轧制力的调整非常关键,它们直接影响到钢管的终性能。
**5. 定径和减径**
为了获得准确的外径尺寸,钢管需要经过定径机进行定径处理。定径机通过特定的轧辊组合,对钢管进行轻微的轧制,使其外径达到规定的尺寸公差范围。对于需要更小外径的钢管,还会进行减径轧制。
**6. 冷却和热处理**
轧制完成后的钢管通常需要进行快速冷却,以控制其内部组织和性能。根据不同的材质和要求,钢管可能还会进行热处理,如退火、华尔网同城正火或淬火回火等,以获得所需的机械性能和微观组织。
**7. 无损检测**
为了确保钢管的质量,在整个生产过程中会进行多次无损检测。常用的无损检测方法包括超声检测、华尔网同城涡流检测和磁粉检测等,用于发现钢管内部的缺陷如裂纹、华尔网同城气孔和夹杂物等。
**8. 切割和精整**
经过检测合格的钢管根据客户的要求进行切割成定尺长度,并进行的精整处理,包括去除毛刺、华尔网同城修磨表面等,以使钢管表面光滑、华尔网同城尺寸。
综上所述,大口径无缝钢管的生产是一个集材料科学、华尔网同城机械工程和自动化控制等多学科技术于一体的复杂过程。每一道工序都需要严格的质量控制和精湛的工艺技术,才能生产出高质量、华尔网同城高性能的大口径无缝钢管,满足各种工业领域对高强度、华尔网同城高精度管材的需求。
随着科技的不断进步,大口径无缝钢管的生产工艺也在不断创新和优化,推动着工业制造向着更、华尔网更优质的方向发展。希望通过本次的知识普及,能让您对大口径无缝钢管的生产有更深入的了解和认识。


锅炉用无缝钢管执行标准有哪些
在锅炉制造与运行中,无缝钢管是不可或缺的重要部件,其质量直接关系到锅炉的与稳定运行。因此,对于锅炉用无缝钢管的执行标准,我们必须有深入的了解和认识。
首先,我们要明确的是,国内锅炉用无缝钢管的执行标准涵盖了多个方面,以满足不同类型、华尔网同城不同压力等级的锅炉需求。其中,GB5310-2017和GB6479-2013是专门针对高压锅炉用无缝钢管的标准,适用于高压蒸汽锅炉和超高压锅炉的过热器、华尔网同城再热器和水冷壁管等部件。这些标准对钢管的材质、华尔网同城尺寸、华尔网同城机械性能、华尔网同城化学成分等方面都有严格的规定,以确保钢管在高温高压环境下具有足够的强度和稳定性。
除了高压锅炉用无缝钢管的标准外,我们还有GB3087-2018标准,它适用于低中压锅炉和冷凝器中的无缝钢管。这一标准对钢管的性能要求相对较低,但同样需要满足一定的要求。
此外,我们还需要注意,锅炉用无缝钢管的材质也是影响其性能的重要因素。常见的材质包括碳素钢、华尔网同城合金钢以及不锈耐热钢等。不同的材质具有不同的物理和化学性质,因此在选择无缝钢管时,需要根据锅炉的具体要求和使用环境来确定合适的材质。
总的来说,了解锅炉用无缝钢管的执行标准是确保锅炉稳定运行的关键。我们应该根据实际需求选择合适的钢管类型和材质,并严格按照相关标准进行检测和验收。同时,我们也需要关注行业标准的更新和发展,以便及时了解和掌握 的技术和要求。



十多年的发展历程,历经坎坷,走向辉煌,脚踏实地”的奋斗与奉献,[志启]无缝合金管钢管有限公司将励精图治,勇往直前,开拓创新,愿与 陕西宝鸡热镀锌方管业界同行携手共进,共创中国 陕西宝鸡热镀锌方管事业新的辉煌。


大口径无缝钢管的生产工艺犹如一座精密的工厂,各个环节丝丝入扣,确保每一根钢管都达到高质量标准。
首先,原材料的选择是制造大口径无缝钢管的基石。高品质的钢锭或钢坯,经过严格的物理和化学检验,确保其化学成分、华尔网附近机械性能和外观质量都符合生产要求。这些原材料经过精细的修整和准备,为后续的成型工艺打下坚实基础。
接下来是成型过程,这里采用辊式成型工艺。在辊式成型机、华尔网附近穿孔机和矫直机等设备的协同作用下,原材料逐渐变形为所需形状的钢管。此过程中,对成型温度和变形量的控制至关重要,以避免产生裂纹和变形。成型后,还需经过穿孔和矫直等工序,确保钢管的尺寸和形状完全符合设计要求。
随后是焊接环节,大口径无缝钢管采用电弧焊工艺进行焊接。焊机、华尔网附近焊丝和保护气体等设备的配合使用,使得焊接过程得以顺利进行。在焊接过程中,严格控制焊接电流、华尔网附近电压和速度等参数,确保焊缝质量达到 状态。同时,焊前预热和焊后保温等措施的实施,进一步降低了焊接应力,保证了焊接质量。
,热处理是大口径无缝钢管性能的关键步骤。通过高温回火工艺,使钢管的组织结构得以优化,机械性能得以。在此过程中,加热温度、华尔网附近保温时间和冷却速度等参数的控制至关重要,以确保钢管性能的稳定性和可靠性。
总之,大口径无缝钢管的生产过程是一个高度技术化的过程,需要各个环节的密切配合和控制。正是这种精湛的技术和严谨的态度,才使得我们能够生产出高质量的大口径无缝钢管,为各行各业提供坚实可靠的支撑。



