


联系我们

当前位置:
九冶管业有限公司 >蚌埠本地今日新闻
冷拔绗磨管价格
更新时间:2024-11-09 03:38:34 浏览次数:1 公司名称: 九冶管业有限公司
以下是:冷拔绗磨管价格的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#无缝钢管 |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸机械加工 |
| 是否进口 | 否 |
以下是:冷拔绗磨管价格的图文视频



冷拔绗磨管价格,九冶管业有限公司为您提供冷拔绗磨管价格的资讯,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园发货到安徽省 蚌埠市 龙子湖区、蚌山区、禹会区、淮上区、怀远县、五河县、固镇县。 安徽省,蚌埠市 2022年,蚌埠市地区生产总值2012.3亿元,同比增长2%。
我们的现场实拍视频将带您走进冷拔绗磨管价格产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:冷拔绗磨管价格的图文介绍


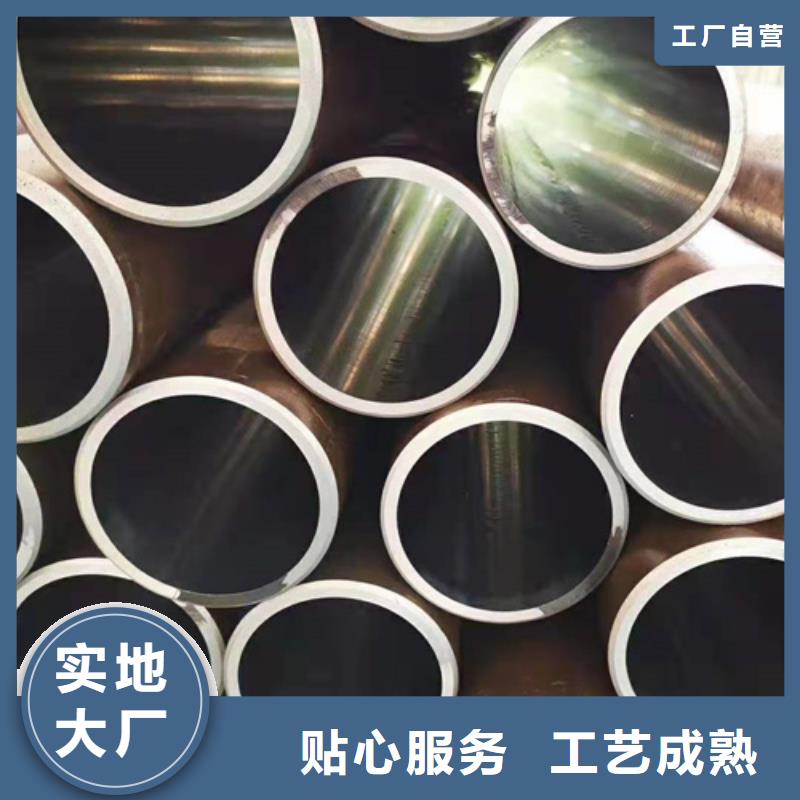
珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。



九冶管业有限公司座落在开发区丁快工业园,地理位置十分优越,交通方便,物流发达,能快捷方便的将产品运送至全国各地。九冶管业有限公司是一家专业生产、销售、安装的公司。主要生产【安徽蚌埠油缸管】。
本厂以客户至上,诚信至上的原则,与多家企业建立了长期的合作关系。
公司以超越自我,追求卓越为宗旨,坚持以用户为标准,以科技为依托,以质量求市场,以管理求效益的经营理念,不断发展壮大,竭诚为用户提供满意的服务。坚持以技术创新为先、以市场为导向、以质量为生命力,取信于客户。 严格按照国际标准品质管理体系实施质量控制,产品在市场上,享有良好的信誉,深受广大客户的青睐。我们将努力打造专业的护栏网企业。九冶管业有限公司全体员工愿以自己的智慧、人品、产品携手商界同仁共创美好明天!


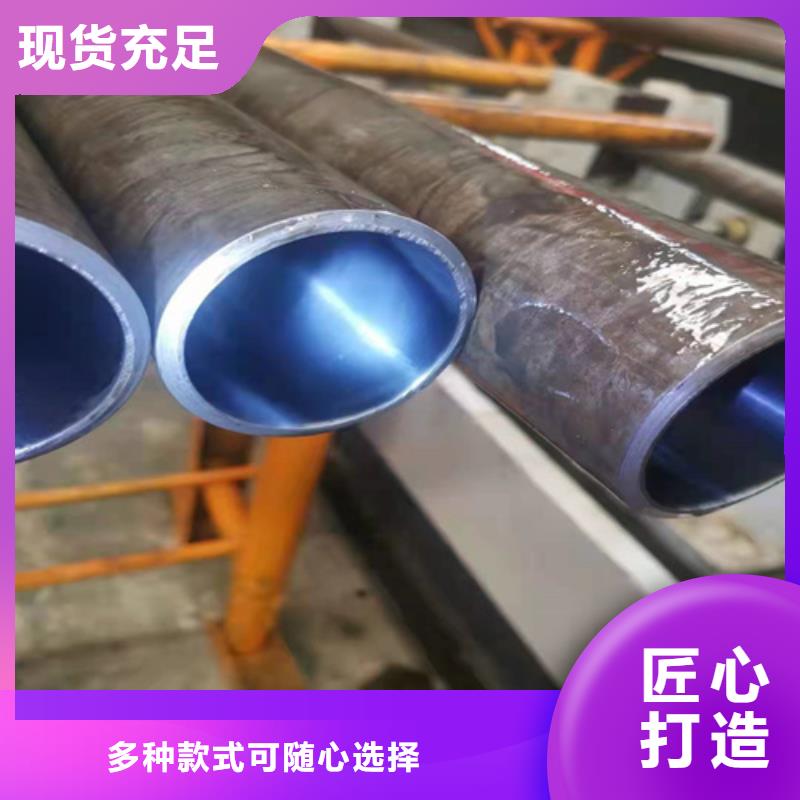
珩磨管配件的设计原理珩磨管的设计和配件是非常复杂的,今天我们大家就来简单了解一下吧。 珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。其次珩磨管的铺设排列和走向必须整齐一致,层次也需要分明,如果系统中同时存在平行和交叉的珩磨管,一定要注意它们之间的间隙大小。另外,配置的珩磨管还要具备良好的性能,比如刚性、抗振动能力等等,为了增强其布管的稳定性,还需要配置相应的支架和管夹,避免在使用过程中发生位移。



中国珩磨管油缸管行业珩磨油缸管规模珩磨油缸管通过面向质量为本品种规模扩大,是珩磨油缸管业数十年比例膨胀操作的主要模式是自由基颠覆的延续。任何改革都会涉及利益的深刻调整格局。中国珩磨油缸管行业珩磨油缸管规模珩磨油缸管也将带来改珩磨油缸管阵痛珩磨油缸管因为大多数习惯于钢材价格的传统操作模式。例如,在历史的长河中的发展,一些企业习惯于依靠生产增加珩磨油缸管稀珩磨油缸管成本,但在珩磨油缸管规模珩磨油缸管新的形势下,这种方式将难以为继;同时,由于珩磨油缸管走规模珩磨油缸管分手生产组织的现有格局,企业不得不面对的一些工作人员重新安置的新问题。.....所有这些都在不同程度上为企业珩磨油缸管规模珩磨油缸管测试。


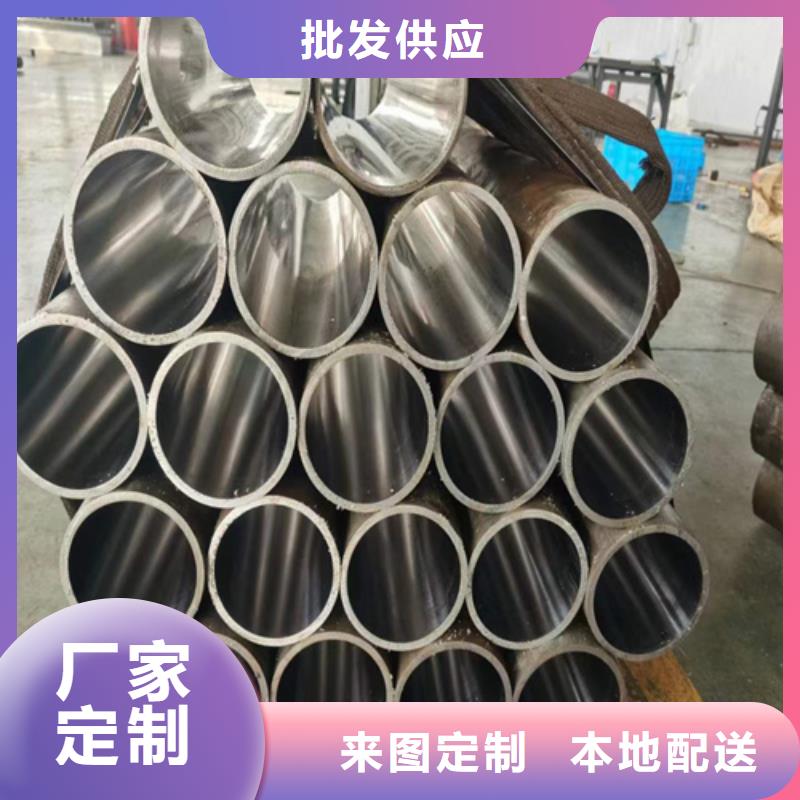
珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。



冷拔绗磨管价格_九冶管业有限公司,固定电话:17706353138,移动电话:18906359513,联系人:高经理,QQ:3573482096,开发区丁快工业园 发货到 安徽省蚌埠市。