


我们的6米焊管供应商视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
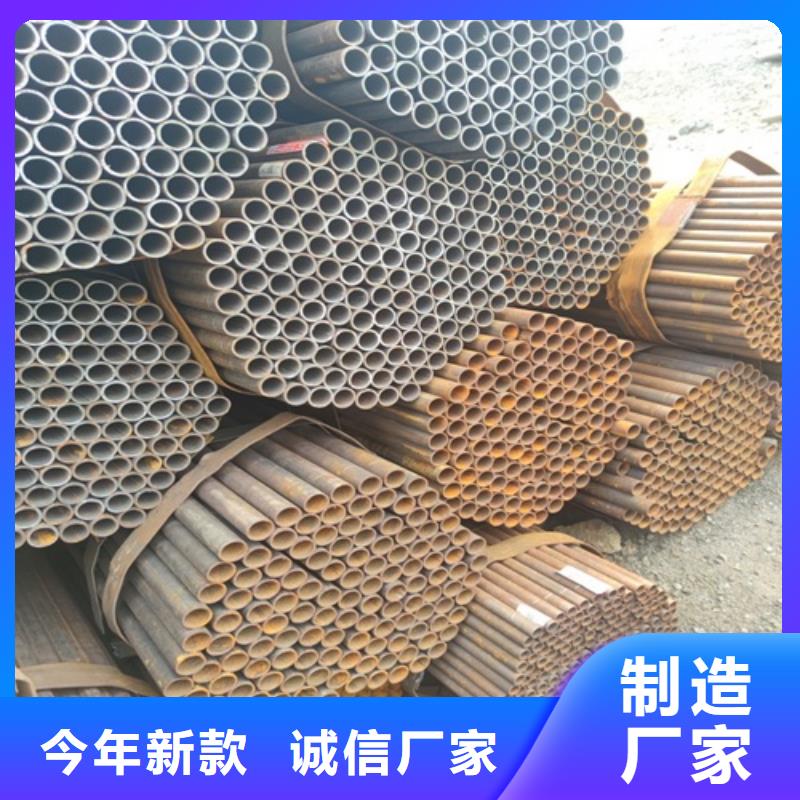
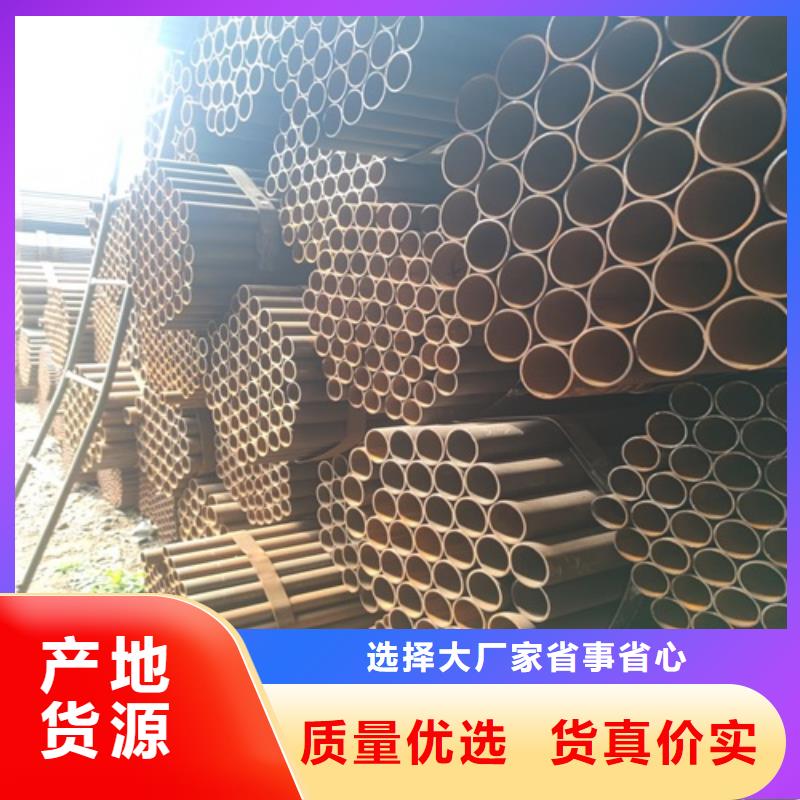
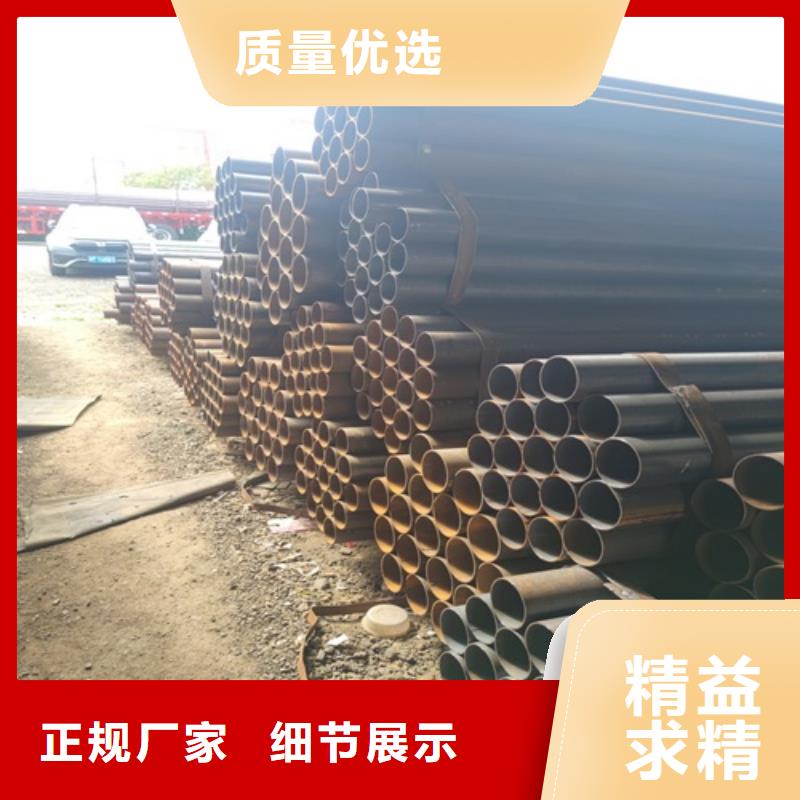
以下是:6米焊管供应商的图文介绍

鹏鑫钢铁有限公司生产员100余人,其中工程技人员50人,厂房面积11000平方米,同时在全国各地设有分公司和销售服务网点,确保在 辽宁本溪无缝钢管售前、售中、售后为合作伙伴提供全套 辽宁本溪无缝钢管解决方案。


冷轧焊管工艺流程 冷轧焊管具有承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝等特点,冷轧焊管主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。 冷轧焊管生产基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷拔—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。 冷轧焊管生产需要注意事项: 1、毛管 冷轧焊管毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 2、复检 冷轧焊管与普通冷拔钢管相比,冷轧焊管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。 3、工具 一般冷轧焊管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉拔过程中不能出现顶头或模具粘钢现象。 4、退火 退火在所有的冷轧焊管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷轧焊管需要配置无氧化光亮退火炉设备。 5、酸洗 冷轧焊管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl。 6、润滑 冷轧焊管应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,拔制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。 生产冷轧焊管的工业控制包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作。



华尔网焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 华尔网焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!


