




为了给您提供更的精密六角钢管定尺定做3米定尺产品信息,解锁精密六角钢管定尺定做3米定尺产品新体验,视频带你玩转每个细节!
以下是:精密六角钢管定尺定做3米定尺的图文介绍


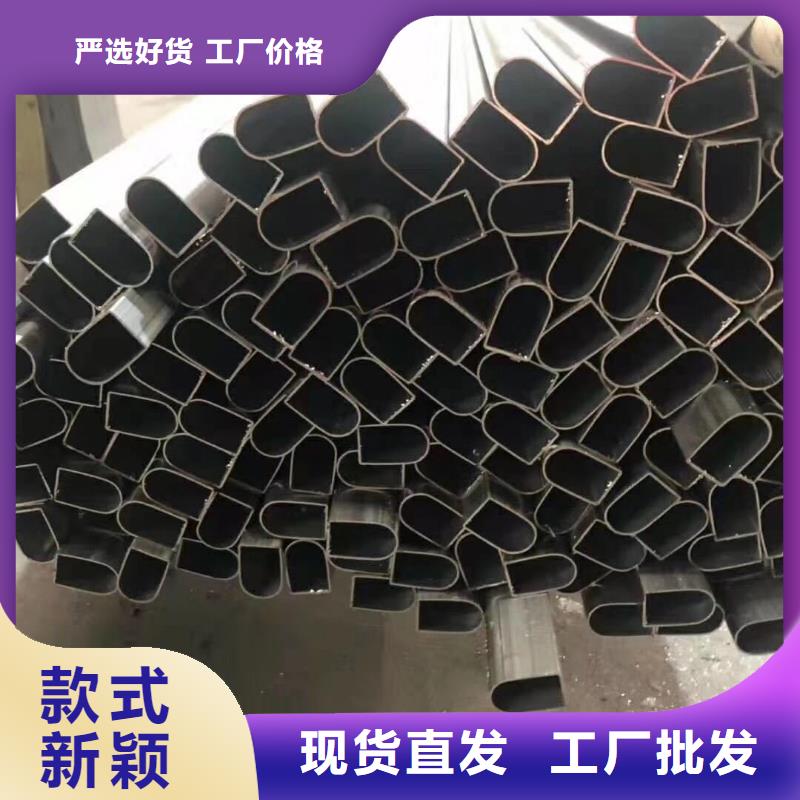
华尔网异型管(Steel pipe)生产技术的发展开始于自行车制造业的兴起、19 世纪初期石油的开发、两次世界大战期间舰船、锅炉、飞机的制造,第二次世界大战后火电锅炉的制造,化学工业的发展以及石油天然气的钻采和运输等,都有力地推动着异型管工业在品种、产量和质量上的发展。异型管:用拉拔机冷拉出来精制无缝不锈异型管;异型管 :用冷扎钢机冷扎出来异型管(精度:没有冷拉高、异型管:要生锈)。冷轧精密无缝异型管(GB3639-2000)是用于精密机械结构、液压设备或钢筋套筒的尺寸精度高和表面光洁度好的一种无缝异型管。
华尔网异型管成型的方式,也就是异型八角钢管成型的弯曲。异型八角钢管弯曲分为两种,一种异型八角钢管的弯曲,异型八角钢管钢管变薄,真正的弯曲使得异型八角钢管弯曲,在异型八角钢管型钢管的长度方向的弯曲生产异型八角钢管厂家方式,两种基本方式矩形管生产方形和异型钢管成型,根据不同产品的需求,选择合适的工艺配置。需要注意的是,当拉伸和压缩,对产品质量的印象,或导致的方矩形管变形。真正厂家销量弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型八角钢管的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,和金属含量将因为拉伸减薄。空弯曲矩形管生产,外部滚子与方形和异型钢管的管的外壁,与金属弯曲,空弯的时间的个人,钢管弯曲线会产生一定的压缩,所以钢管出货一般,压缩或增稠效果。



乐道精密钢管厂家有限公司一贯致力于打造优良、质量高的 安徽巢湖D形钢管,成为一家永续发展和令人尊敬的公司,为顾客创造高品质体验是我们的企业愿景!


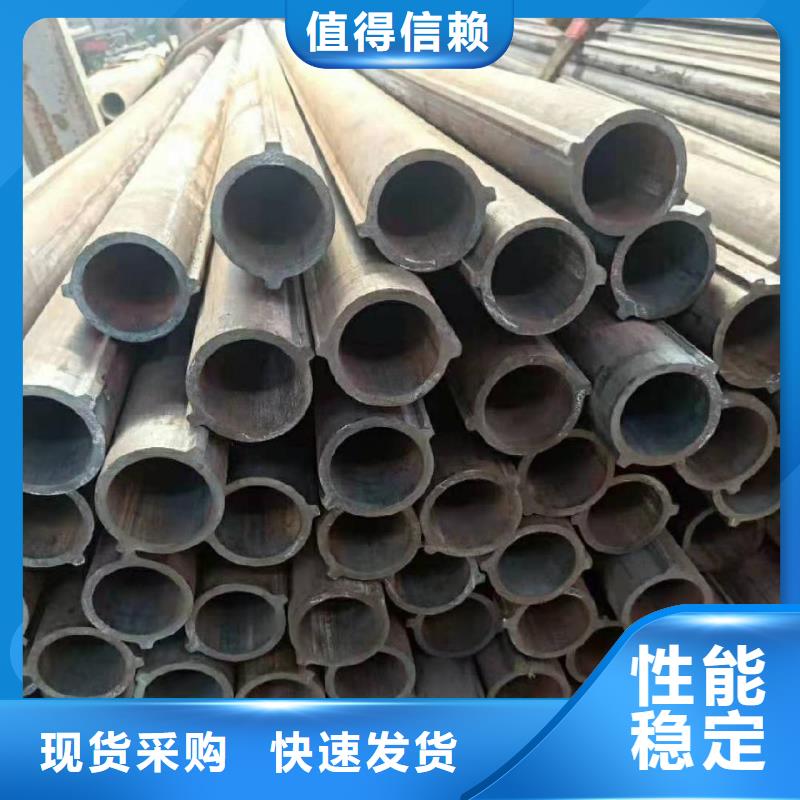
华尔网异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
华尔网异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
华尔网异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。



wxld

华尔网异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
华尔网异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
华尔网异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
华尔网异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
华尔网异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
华尔网异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
华尔网异型管焊嘴与异型管间的距离以15-25mm为宜。
