

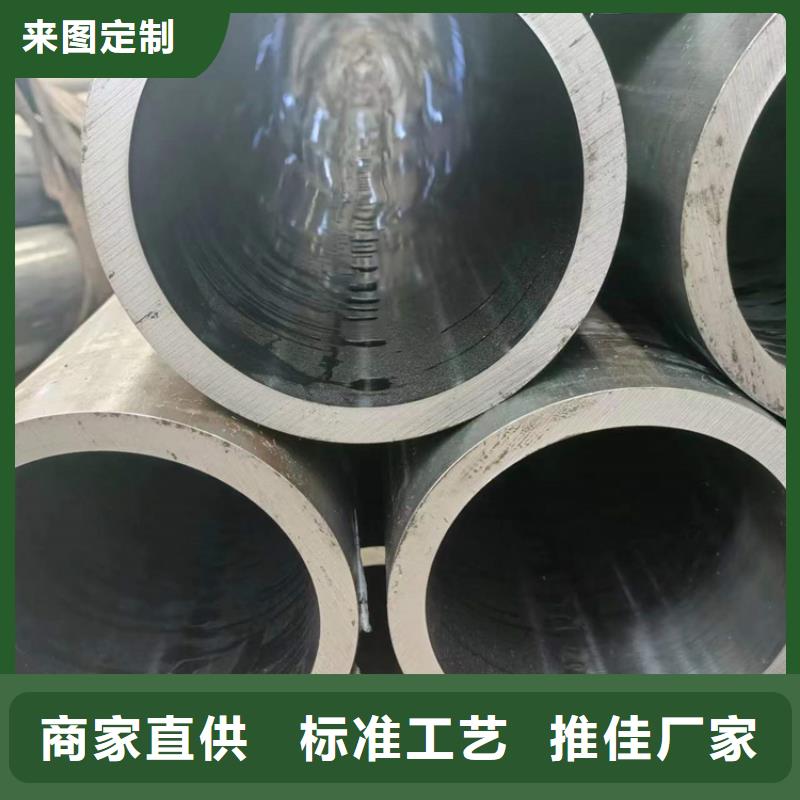

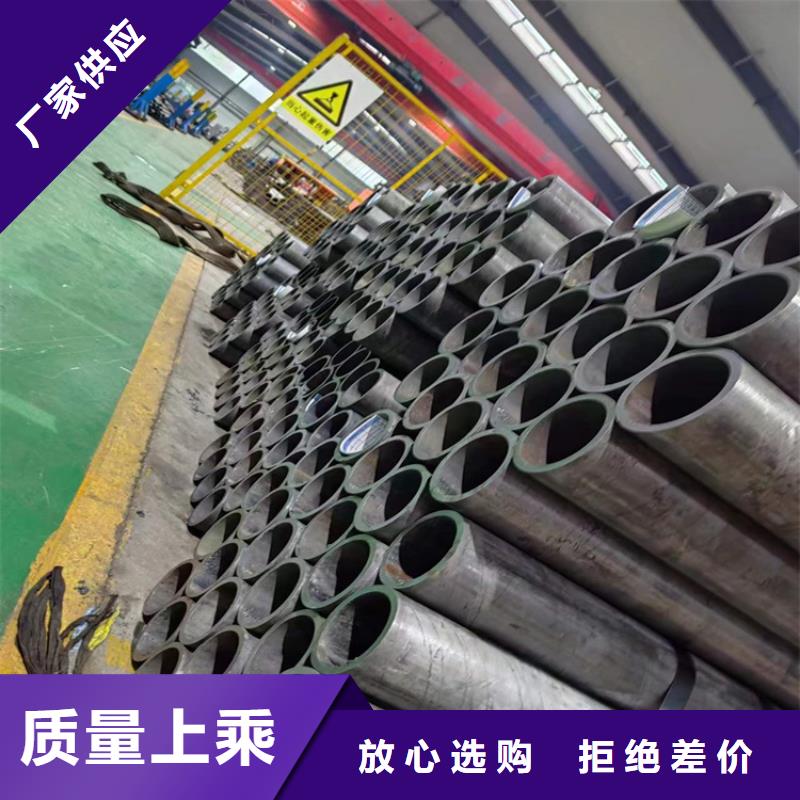

走进真实的场景,感受产品的独特魅力!我们的20#油缸管大量现货视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:20#油缸管大量现货的图文介绍


安达液压机械有限公司座落于辽河路燕山路交叉口南500米东首。公司依靠的设备、成熟的材料及独特的堆焊新工艺,主要从事 广东潮州不锈钢油缸管的研发、生产与销售公司通过IS09001质量管理认证体系认证。我们的专业团队将根据客户的实际需求,提出合理的建议、高品质的产品和提供有效的解决方案。
选择我们的产品与服务,我们将竭诚为您服务。


2广东潮州企业旺旺珩磨管绗磨管油缸管.铸件白口的高温石墨化退火铸件冷却时,绗磨管表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力




广东潮州企业旺旺珩磨管绗磨管油缸管不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:1、大口径绗磨管对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。2、绗磨管在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。3、大口径绗磨管珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。关于如何提高大口径绗磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑

