




深入了解优选:16Mn油缸管基地产品,一部视频就够了,快来观看!
以下是:优选:16Mn油缸管基地的图文介绍
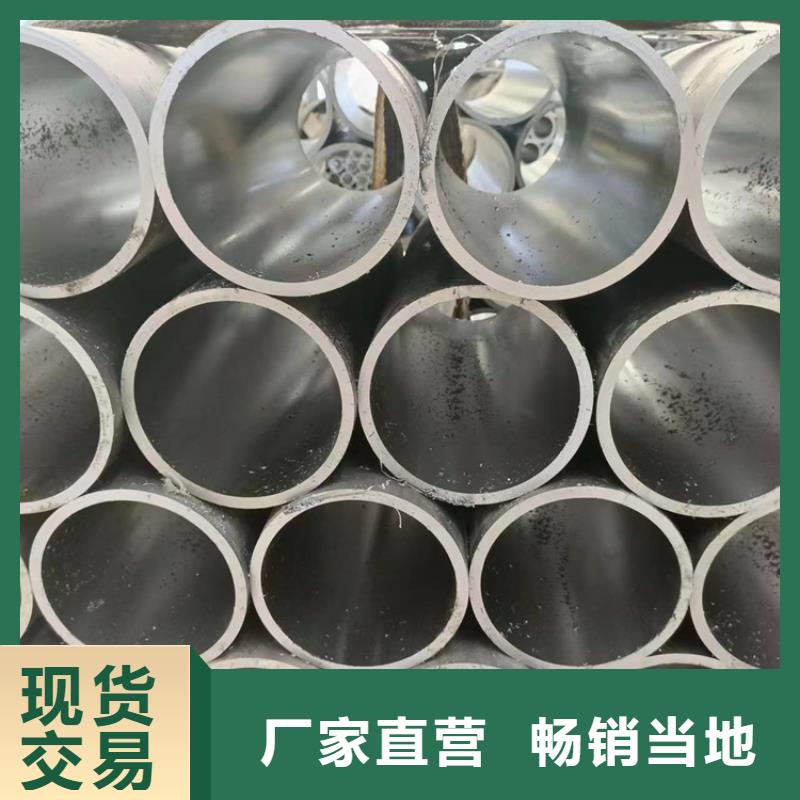
安达液压机械有限公司是一家专用从事 安徽池州不锈钢油缸管的企业,公司位于辽河路燕山路交叉口南500米东首。 本公司主要生产: 安徽池州不锈钢油缸管,产品畅销29个省(市、自治区),深受广大用户的信赖。 在新世纪新时期,随着经济全球化的加剧,对中国企业的要求越来越高,企业生产的产品不仅要有可靠的质量保证,而且还要借助当今的经营管理方法,广告营销手段整合公司一切资源优势,才能使企业在竞争日趋激烈的市场环境中立于不败之地。营销网络是企业对内对外终端的触角,也是对用户完善服务的保障。 “诚信、务实、创新、发展”,在历经了无数次的考验,面对市场危机带来的严峻挑战,我们公司决策层大智大勇,果断出击,在产品的品质,售前、售中、售后服务网络等方面推陈出新不断升级,使我们公司的规模进一步壮大,我们公司产品销量稳步上升。良好的市场网络源于“以品质为基本依托,以品牌为价值认同,以诚信广结商盟”。 公司秉承诚信合作、创新共赢的经营理念,坚持质量为本,顾客至上,优质服务为宗旨,公司愿与各界朋友真诚合作共创美好未来!


安徽池州珩磨管油缸管绗磨管珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑,以免出现问题。



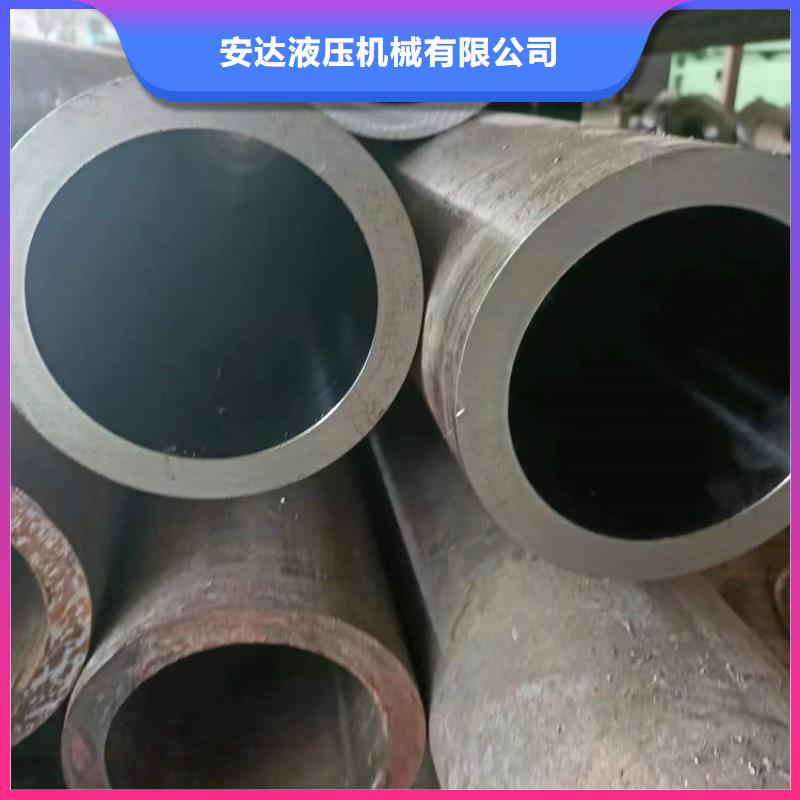
安徽池州企业旺旺珩磨管绗磨管油缸管与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。



安徽池州珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管


