




我们的调质珩磨管天天低价视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:调质珩磨管天天低价的图文介绍

三、加工范围广主要加工各种圆柱形孔:珩磨管通孔、轴向和径向有间断的孔,如有 径向孔或槽的孔、键槽孔、花键孔、盲孔、多台阶孔等。另外,用专用珩磨头,还可加工圆锥孔、椭圆孔等,但由于珩磨头结构复杂,一般不用。用外圆珩磨工具可以珩磨圆柱体,但其去除的余量远远小于内圆珩磨的余量。珩磨可以加工任何材料,金刚石和立方氮化硼磨料的应用,进一步拓展了珩磨的运用领域,同 时也大大提高了珩磨加工的效率。四、切削余量少为达到图纸所要求的精度,采用珩磨加工是所有加工方法中去除余量少的一种加工方法。在珩磨加工中,珩磨工具是以工件作为导向来切除工件多余的余量而达到工件所需的精度。珩磨时,珩磨工具先珩工件中需去余量大的地方,然后逐渐珩至需去除余量少的地方。五、纠孔能力强


珩磨管的应用1、拆卸液压油缸之前,应使液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油就会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。2、拆卸时要按顺序进行。由于各种液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖, 拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用专用工具,禁止使用扁铲;对于法兰式端盖必须用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。3、卸卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件必须更换



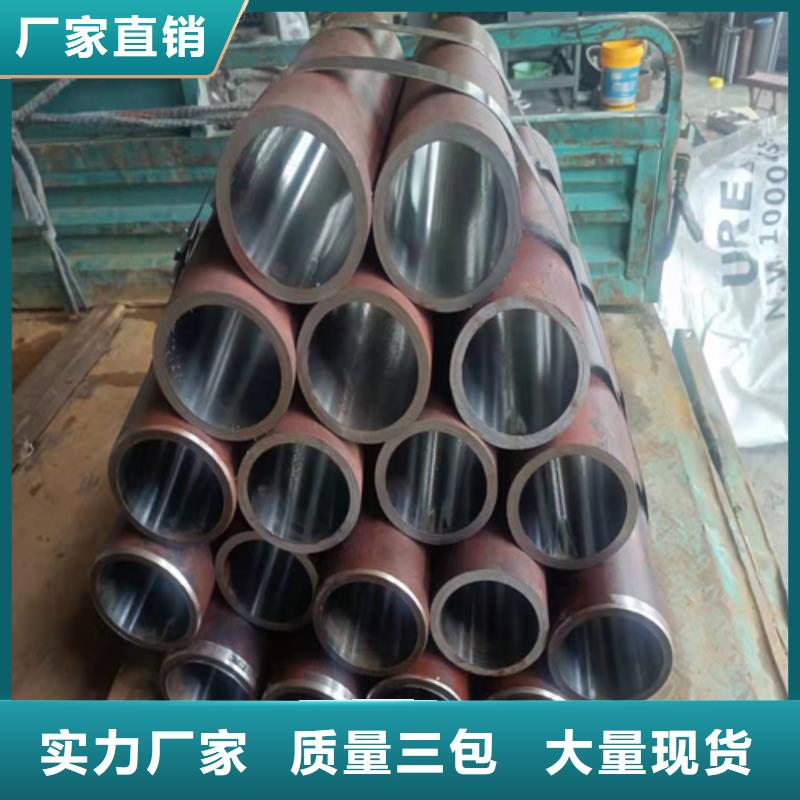
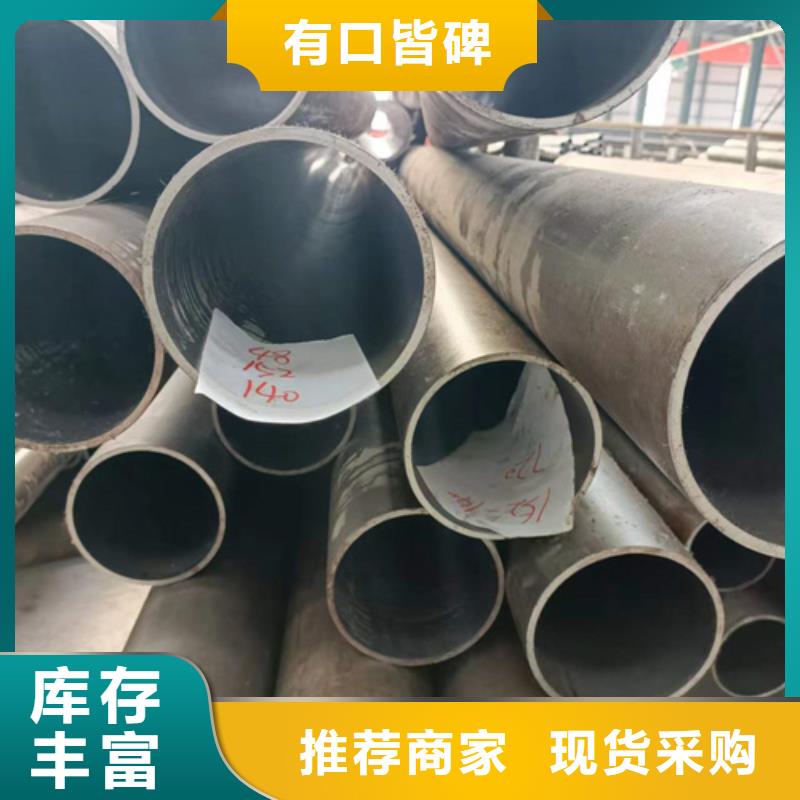
厚壁绗磨管加工内孔一般采用镗削、珩磨管铰孔厚壁油缸管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.


为全力保障用户权益,九冶管业有限公司设有技术强大的售后服务团队,在全国设有5个授权售后服务站,每个服务站配备2-3名售后工程师随时待命,确保做到2小时内响应,24小时内到达现场,72小时内解决问题,解除您的后顾之忧。
通过十年的快速发展,公司在企业规模、 湖北恩施油缸管研发实力和市场占有率等方面都颇具实力,是国内高认可度的 湖北恩施油缸管解决方案提供商。


