
我们的液压油缸筒优质产品视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:液压油缸筒优质产品的图文介绍
九冶管业有限公司经过几年的风雨历程和艰苦创业,由小到大,由弱到强,以质量求生存,靠诚信广交朋友,重视技术进步,大力开发新 广东佛山油缸管产品,形成了具有自我经营特色的系列产品和品牌优势。
公司产品销售全国二十多个省(市)自治区,无论是现在还是将来,我们都将以完美的 广东佛山油缸管服务赢得大家的信任,我们将始终保持着“品质优越、诚信为本”的理念,以先进的管理理念,科学系统的管理方法,灵活的机制,不断创新,与时俱进,继续为大家提供高质服务,九冶管业有限公司热忱欢迎大家光临指导。


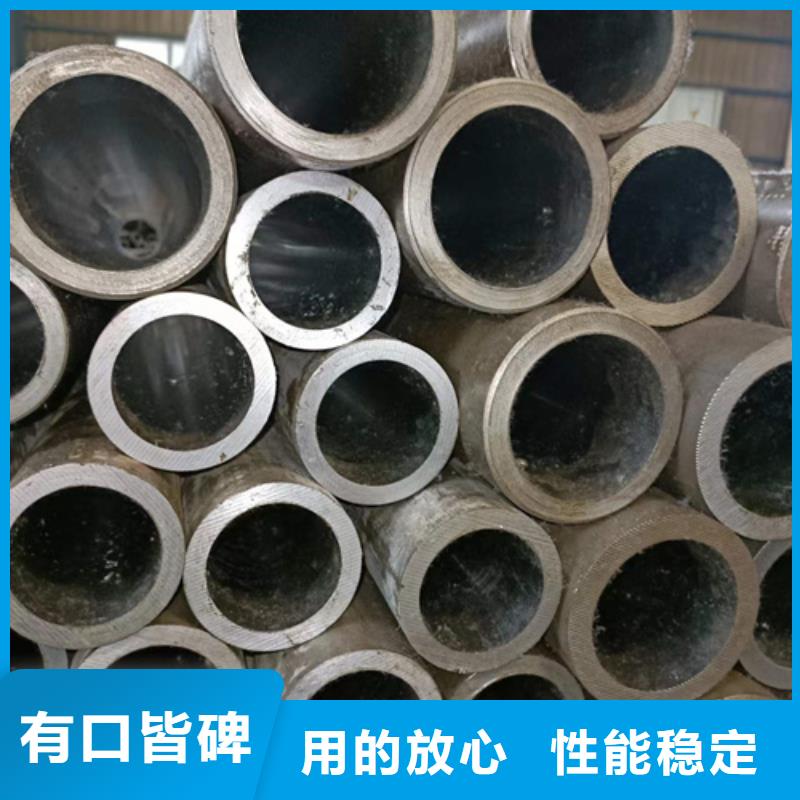
不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。若是要将库存的珩磨管拿出来加以运用,那么在这之前必须对珩磨管进行适当的加工处理,而清洗则是其中基本的一项。具体的操作要求可以参考以下说明。珩磨管储存的时间久了,其表面也会有污垢积存,因此在珩磨管使用之前一定要进行清洗。而清洗效果如何,除了与清洗方法有关之外,和珩磨管表面加工的状况也有关系,因此洗刷的间隔时间也要根据实际情况来决定。但是一般来讲,用于外部的珩磨管 每年洗刷两次,不仅是为了得到优质的表面质量,也是为了延长珩磨管使用寿命,在实际应用中能发挥更好的作用。



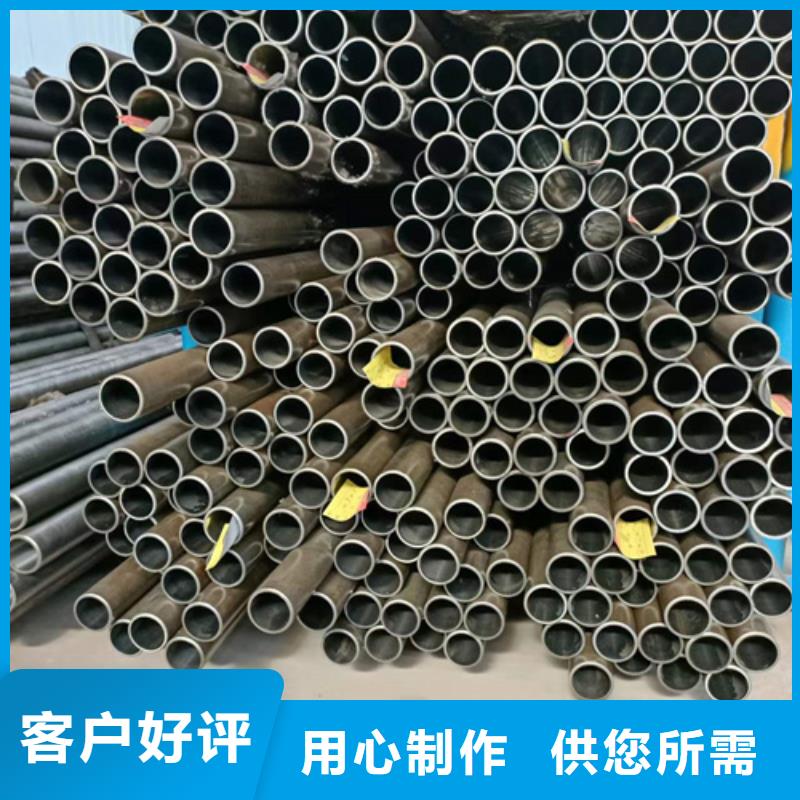
在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。珩磨油缸管,其与珩磨气缸管,以及珩磨管一样,都是网站中的重要产品和主打关键词,所以,在其学习要求上,是必须要做到和细致,没有任何遗漏之处,这样,才能体现该产品的重要性。既然,将该产品的学习要求提出来了,那下面,不如来响应和执行吧,这样,大家也能从学习中有些收获和进步,从而,让自己从中受益。



珩磨管的应用珩磨管的应用1、拆卸液压油缸之前,应使液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油就会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。2、拆卸时要按顺序进行。由于各种液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖, 拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用专用工具,禁止使用扁铲;对于法兰式端盖必须用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。3、卸卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件必须更换。



直径50mm以上的一般应采用机械加工方法切割。如用气割,则要用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面要平整,去掉珩磨管上的毛刺、氧化皮、熔渣等。其所用的焊条、焊剂应与所焊管材相匹配,其牌号要有明确的依据资料,有产品合格证,且在使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天用。焊条药皮应无脱落和裂纹。珩磨加工后表面好,利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,从而增加了产品的使用寿命;加工范围较广,主要加工各圆柱形孔,用珩磨头,还可加工圆锥孔、椭圆孔等。