以下是:质量可靠的型材拉弯厂商的产品参数
| 产品参数 |
|---|
| 产品价格 | 3000/吨 |
|---|
| 发货期限 | 现货直发 |
|---|
| 供货总量 | 3000吨 |
|---|
| 运费说明 | 卖家负责 |
|---|
以下是:质量可靠的型材拉弯厂商的图文视频
质量可靠的型材拉弯厂商_宏钜天成钢管有限公司,固定电话:0527-88266888,移动电话:0527-88266888,联系人:肖经理,QQ:616223113,经济开发区辽河路东首兴隆钢管市场发货到安徽省 阜阳市 颍州区、颍东区、颍泉区、临泉县、太和县、阜南县、颍上县、界首市 发货到 安徽省阜阳市。 安徽省,阜阳市 “阜阳”二字来自于东汉时期境内的阜阳侯国,已有1900多年历史。阜阳拥有长三角和中原城市群“双桥头堡”的区位优势,战略交汇叠加,被确定为长三角一体化和中部地区高质量发展区域重点城市、淮河生态经济带和中原城市群区域性中心城市。2023年,被评为三线城市,阜阳的代表文化是淮河文化,是甘罗、管仲、鲍叔牙、吕蒙、刘福通的故里,晏殊、欧阳修、苏轼曾在此为官。颍州西湖历史上曾与杭州西湖齐名,颍上县八里河风景区为5A级风景区、阜阳生态园和迪沟生态旅游风景区均为4A级风景区。阜阳剪纸、颍上花鼓灯、界首彩陶、阜南柳编等列入非物质文化遗产名录,阜南县出土的商代青铜器龙虎尊被列为中国十大国宝青铜器之一。
无论您是初次接触还是已经熟悉,我们的质量可靠的型材拉弯厂商产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:质量可靠的型材拉弯厂商的图文介绍


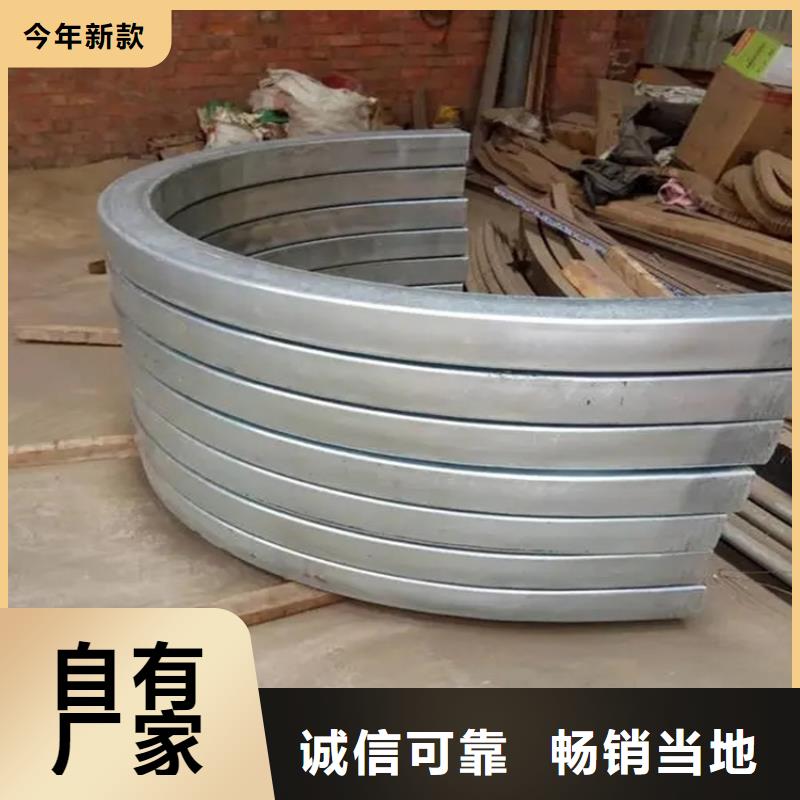
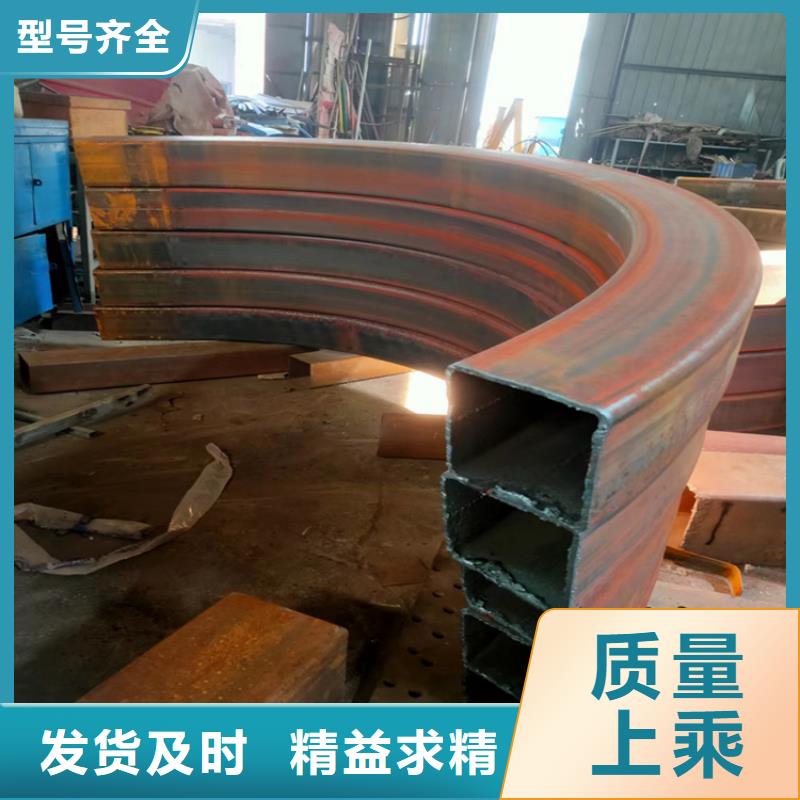
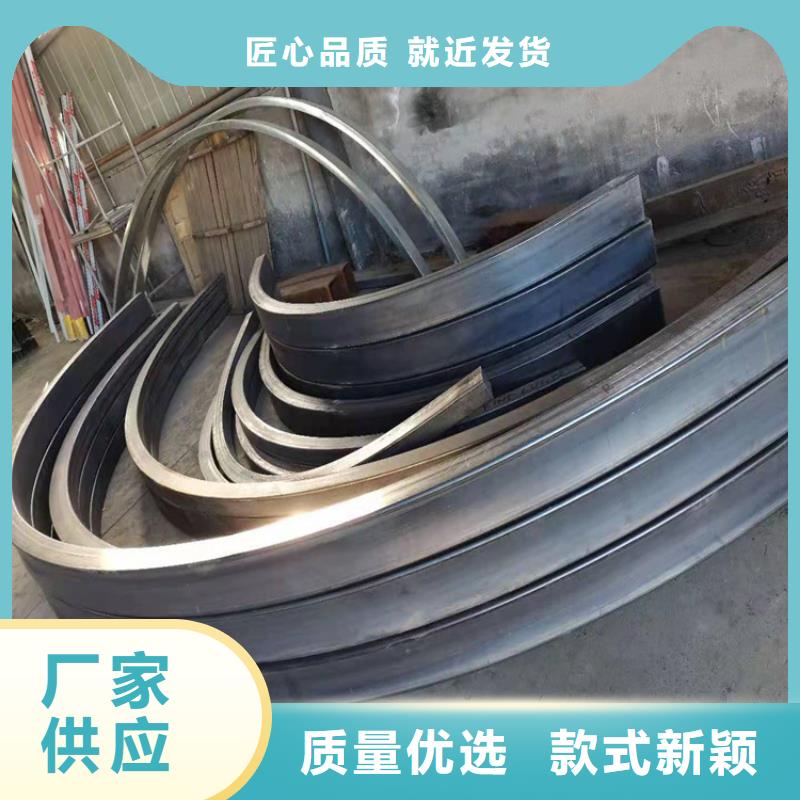
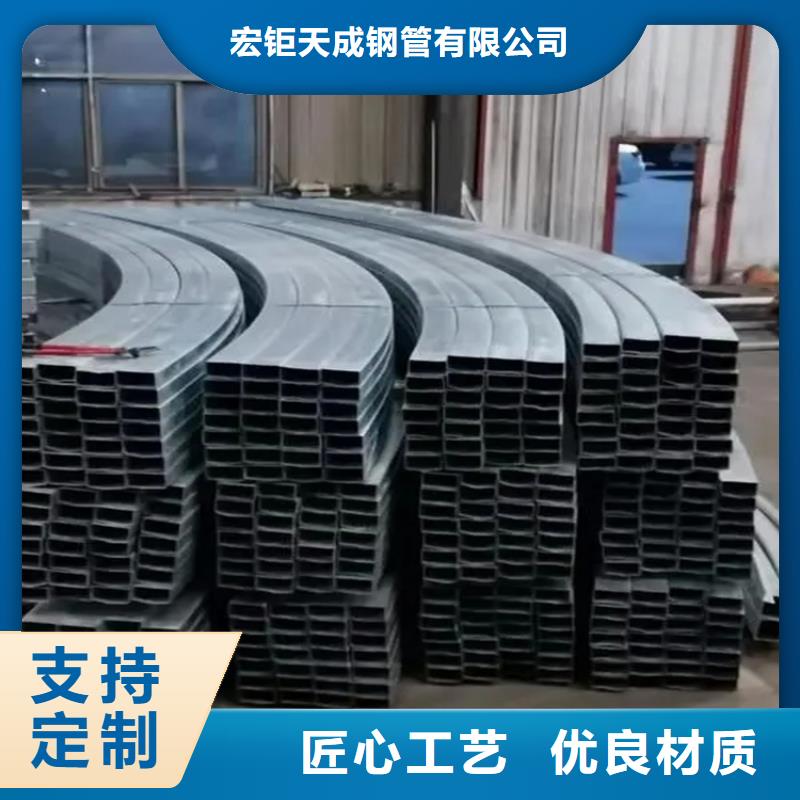
型材拉弯滚弯机首要用于工字钢、矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。选用数显编码器编程,使液压操作体系定位准确,所弯型钢一次主动成型,效率高、操作便利。 广泛应用于隧道、地铁、水电站、地下洞室等职业施工中,是钢拱架制造的志向设备我厂出产的工字钢滚弯设备,选用数控设备,液压操作体系定位准确,滚弯型钢一次主动成型,效率高、操作便利。滚弯机主动滚轮和被迫滚轮选用特别材料高性能钢质,经整体热处理,减少游轮的运用磨损,对工件无划伤,运用寿数更长。厂的工字钢滚弯机的液压体系选用先进的液压元件,液压体系设计独特,并增加了顶出反弹设备,顶出能有力。操作时不能超出机械性能规划作业。尽量避免偏疼载荷。操作与送料人员之间应按规矩信号,密切配合。如在弯制过程中发生曲解,应及时检查压痕违背受压面中心的情况,检查主、从动压轮能否磨损出槽,并及时进行检修。



一起来了解一些型材拉弯知识型材拉弯便是方管通过加工之后变成的一种产品,方管,它的外形便是有点像立体的长方形,可是里边是空心的,是钢铁制造而成的,是要通过好多道的工序之后才加工而成的,后才成为了咱们现在看到的产品。它的制造的资料并不仅仅是只有钢材,被的一些资料也是能够制造而成的。型材拉弯的这种方管是空心的,所以,在通过拉弯机进行拉弯的时分,事比较简单拉,它不像实心的那些钢材制造出来的产品,用来拉弯是比较的费力的。拉弯,从字面上的意思我们就有可能会想到便是运用机器来把一些钢材进行弯折的处理。也便是改动它的形状,变成了别的的一种产品,可是它的实质是没有发生改动的。这种拉弯的话他的精准的度数是比较的高的,一旦成型之后就不能够在进行改动的,它要拉弯的度数都是事先就已经是方案好了的。拉弯的时分是要根据尺度来进行拉弯的,拉弯之后是不会反弹的,反弹便是指拉好之后弯度会有所改动。产品在通过拉弯之后它的厚度是会有一些的改动的,在没有通过拉弯的时分它的厚度是比较的厚的。


宏钜天成钢管有限公司拥有一批高素质的技术管理队伍以及【安徽阜阳锻打圆钢】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【安徽阜阳锻打圆钢】。高品质(宏钜天成钢管有限公司家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【安徽阜阳锻打圆钢】都在优化改进)高技术(宏钜天成钢管有限公司坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【安徽阜阳锻打圆钢】技术)效率高(宏钜天成钢管有限公司拥有十余台【安徽阜阳锻打圆钢】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【安徽阜阳锻打圆钢】产品)



型材拉弯拉弯厂应广阔客户需求,对天津拉弯机设备的组成停止细致解说。拉弯机可分为转台式拉弯机和双转臂式拉弯机以及各种专用拉弯机拉弯机设备的组成:放卷设备:由放卷机和小车组成,放卷直流电机带动放卷机放卷,液压控制小车的升降,小电机控制小车的进出。导辊:也叫稳定辊,前后各一对,用于稳定铝材程度的作用。S辊:前后各两对S辊,分别为入S和出S,S辊为胶面,确保铝带不受刮伤,前后两对S辊自身的张力配合收卷的张力,使得铝带平直准确度更好。拉弯机主体:由三个单元工作辊组成,是对铝带停止弯曲矫直的主要部位。 收卷设备:由收卷机和小车组成,收卷直流电机带动收卷机收卷,液压控制小车的升降,小电机控制小车的进出。收卷机的张力控制造用卷取铝带,辅佐S辊张力停止拉弯矫直。液压站:为小车升降,卸卷推板进出,收卷预压力大小提供动力。 操作台:操作台上的按钮旋钮开关,完成主机手控制机器作业。


那么关于型材拉弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



选购质量可靠的型材拉弯厂商来安徽省阜阳市找宏钜天成钢管有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:肖经理-0527-88266888,{QQ:616223113},地址:[经济开发区辽河路东首兴隆钢管市场]。