

精心打磨的产品视频已准备就绪,它将带您深入10#无缝钢管全国可发货的魅力世界,让您重新发现产品的无限可能。
以下是:10#无缝钢管全国可发货的图文介绍


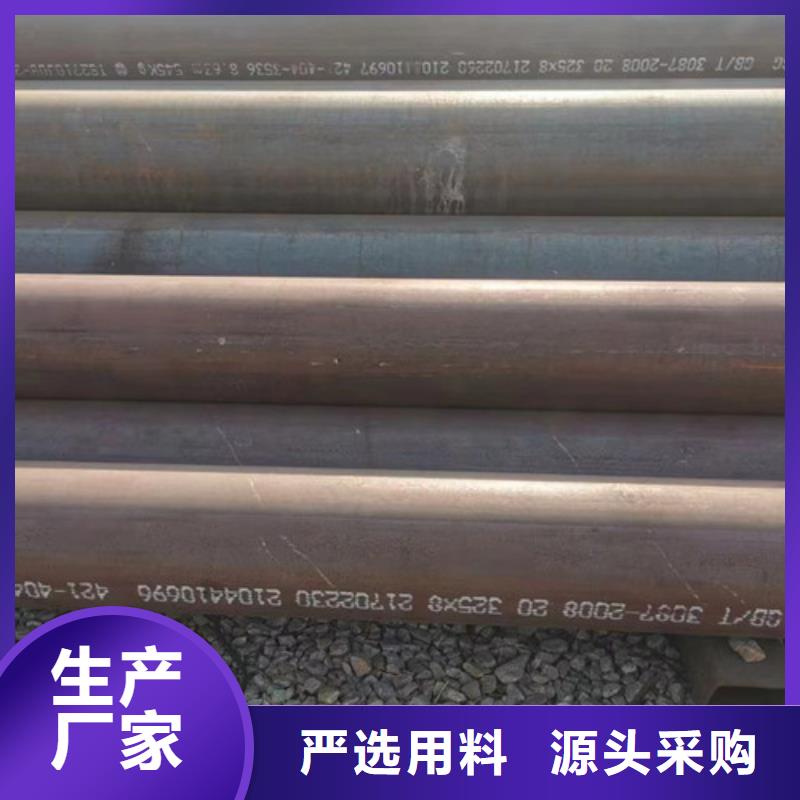
无缝钢管重量计算公式 [(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)合金管尺寸及允许偏差 偏差等级 标准化外径允许偏差 D1 ±1.5%,小±0.75 mm D2 ±1.0%。小±0.50 mm D3 ±0.75%.小±0.30 mm D4 ±0.50%。小±0.10 mm 合金钢材质中各元素及符号含义 钢的牌号简称钢号,是对每一种具体钢产品所取的名称,是人们了解钢的一种共同语言。 我国的刚号表示方法一般采用汉语拼音字母、化学素符号和阿拉伯数字相结合的方法表示。无缝钢管,因其用途不同而分为如下若干品种: GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。 GB/T8163-1999(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。 GB3087-1999(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。 GB5310-1995(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。 GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。无缝钢管制作过程:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,节约材料和加工工时,已广泛用钢管来制造。



为了使客户放心使用本公司的产品,本公司作出以下售后承诺:
“三服”工作
1.售前服务:为客户购买产品提供产品的咨询(包括产品的技术性能及价格)
2.售中服务:确保产品的质量,做好按时交货工作。
3.售后服务:提供产品的安装与调试服务,公司在全国各地都有售后服务人员.专业的技术及完善的售后,确保用户购买放心,使用安心。


一季度粗钢表观消费量同比约降9.2%无缝钢管消费量同比约降 4月18日,统计局公布一季度经济数据,钢铁产需整体维持双弱格局。一季度粗钢表观消费量同比下降9.2%左右,但较2021年下半年降幅有明显收窄。1-3月粗钢和生铁产量同比降幅分别为10.21%和9.08%,预计4月产量呈环比回升而同比降幅扩大的态势。 地产维持疲弱,疫情对需求压制显现 无缝钢管需求方面,地产维持疲弱,3月地产新开工和销售的降幅再度扩大,不过并未超无缝钢管市场预期和高频数据情况。而值得注意的是,开发商到位资金同比降幅扩大,且与销售相关的分项进一步恶化。此外,近期松绑政策较为密集的二线城市也尚未出现商品房成交的明显转好。而销售、新开工和资金的相互掣肘也意味着地产端的自我修复过程较为漫长。一季度基建投资大幅增长成为“稳增长”的重要支柱,但需关注结构问题。


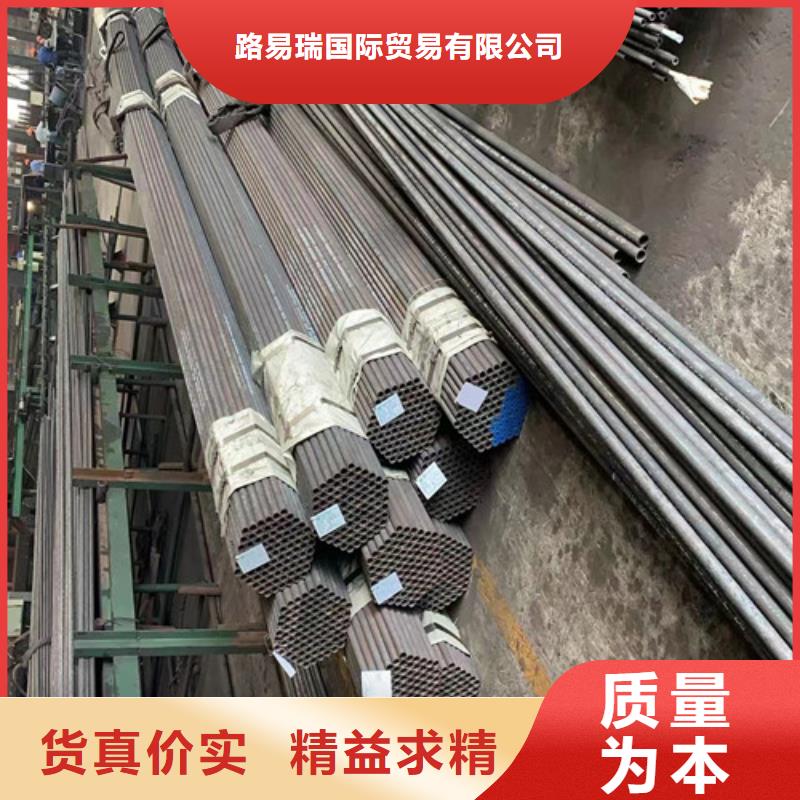
无缝钢管厂冷拔(轧)无缝钢管: 圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库 无缝钢管厂热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。大口径厚壁钢管厂规格用外径*壁厚毫米数表示。无缝钢管分热轧和冷轧(拨)无缝钢管两类。 热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。无缝钢管厂冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。铜仁大口径厚壁钢管厂热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度。



