


我们精心制作的花溪定做非标油缸管大量现货产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:花溪定做非标油缸管大量现货的图文介绍

2贵州贵阳企业旺旺珩磨管绗磨管油缸管.铸件白口的高温石墨化退火铸件冷却时,绗磨管表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力


安达液压机械有限公司自2012年上市以来一直保持稳定增长,公司将秉着“创新、、团结、诚信”的理念,坚持稳健经营、持续创新,为用户提供多好的解决方案、 贵州贵阳不锈钢油缸管产品和服务,为社会可持续发展贡献力量。



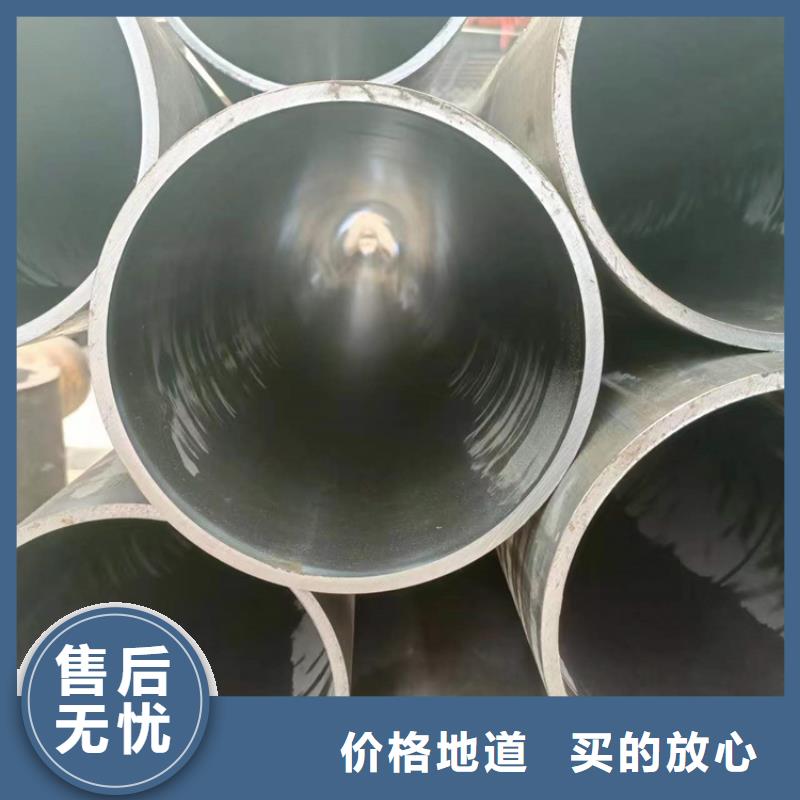
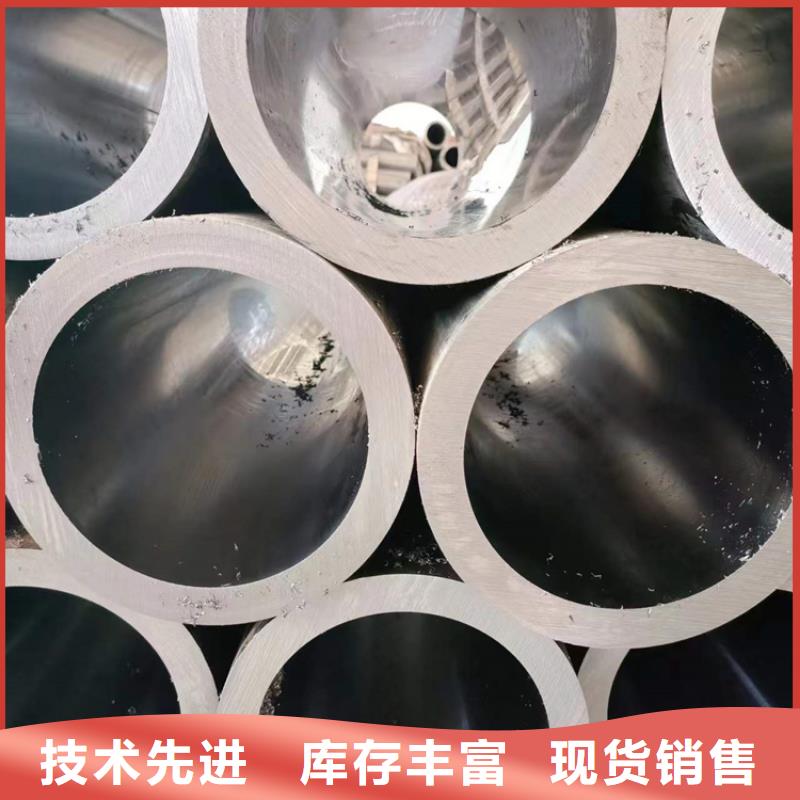
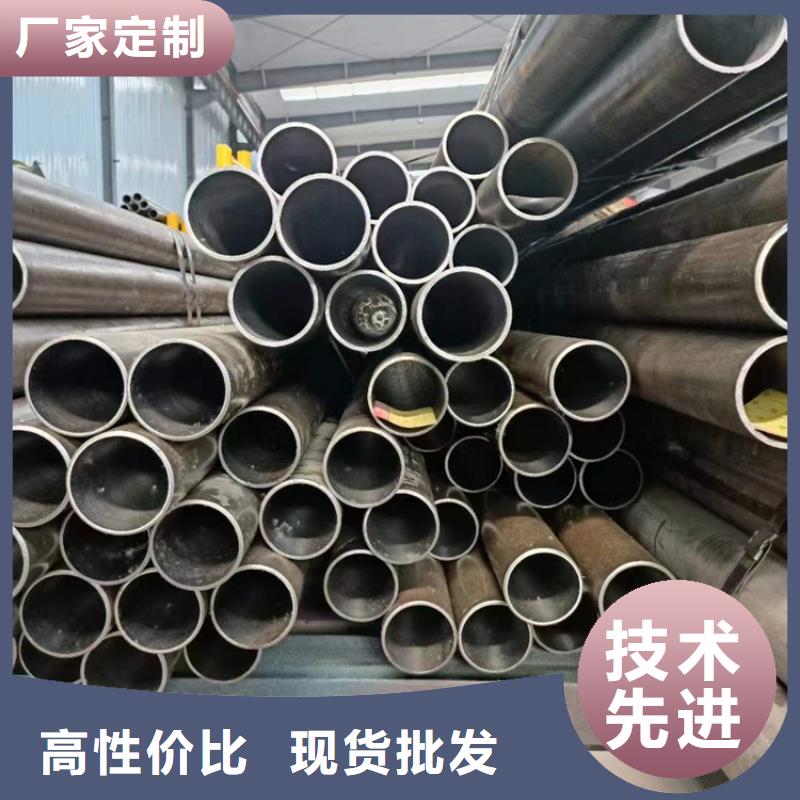
贵州贵阳企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好


贵州贵阳企业旺旺珩磨管绗磨管油缸管在多点上测定轧制后的钢管圆周方向上的壁厚,绗磨管根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。高精密珩磨管按外径和壁厚度供货,在同一外径下有多种壁厚,高精密珩磨管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与高精密珩磨管的脆弱处,也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。


