




汽车冲压件生产中采用了大量的冷冲压工艺适合汽车冲压件工业多品种、大批量生产的需要。在中、重型汽车中。
大部分覆盖件如车身外板等,及一些承重和支撑件如车架、车厢等汽车零部件都是汽车冲压件。用于冷冲压的钢材主要是钢板和钢带,占整车钢材消耗量的72.6%。
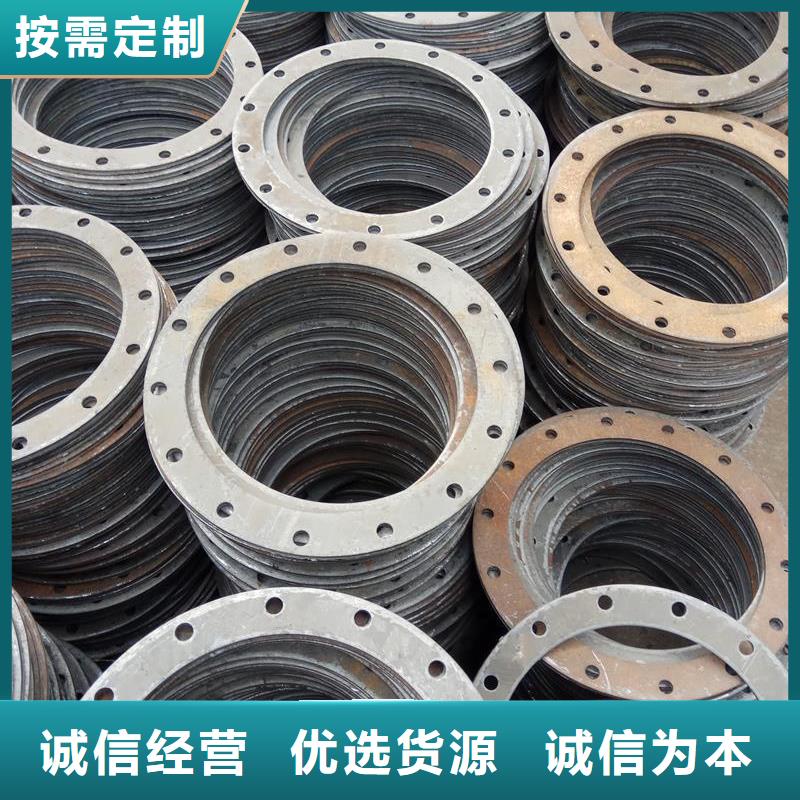
冷冲压材料与汽车冲压件生产的关系十分密切,材料的好坏不仅决定产品的性能,更直接影响到汽车冲压件工艺的过程设计,影响到产品的质量、成本、使用寿命和生产组织,因此合理选用材料是一个重要而复杂的工作。



金海金属材料有限公司投入大量资源拓展研发团队,实现 贵州异型钢管从研发到生产,以及 贵州异型钢管的服务。我们提供各种创新,高质量,具有成本效益的可持续 贵州异型钢管产品以及服务,以满足不同地区不同场景的特定需求。
冲压件异型钢管厂家新品


冲压件
21. 严禁非电工人员接电与维修机器。
22. 严禁风枪对准人吹,易伤到眼睛。
23. 操作员需带上耳塞。
24. 发现机台异常时先关掉电源再及时找当班技术员处理,不能擅自处理。
25. 新进员工 天上班时,组长一定要给他讲解好操作规范, 个星期每天学习一次操作规程。
26. 调机时,一定要将机台调至单动,严禁打连动排料带。
27. 电闸下面不能存放任何易燃、易爆物品。
28. 作业员严禁在车间内追追打打,以免摔交、碰倒产品或撞伤自己。
29. 按照设备点检卡上的检查内容进行设备检查,特别注意冲床的导向和制动装置运转是否正常,单冲和连冲功能分明。
30. 在小冲床(10T)上安装模具时,先松开导轨的锁紧装置,安装上下模,然后调节导轨行程,直至符合要求并锁紧紧固装置,另在高冲上架模时,必须打到单冲行程,锁紧上模后,下模在油压锁模后锁紧,生产前再作一次检查。·



冲压件
主要措施有:
1)在工件上设置加强筋。在折弯上按加强筋会使折弯零件的回弹变得更加困难,从而提高折弯零件的尺寸精度和折弯零件的刚度。
2)使用弹性系数大、屈服极限低、机械性能稳定的材料。
3)弯曲v形零件时使用校正(校正)折弯。
4)弯曲u形零件时,冲压模具使用较小的间隙。
5)坯料在烧制前先退火,增加可塑性。
6)使用小冲压圆角半径,以防止性能和工件破裂。
7)凸、模结构上的方法3360弯曲的U形英寸,冲压和上板使用半径约为20t的圆柱面,T是材料厚度),折弯后用下半部分抵消折弯的反弹。或者,使u形折弯的凸模为双向倾斜。折弯材料厚度大于0.8mm,塑性好的话,冲压成型可以做成下图所示的形状。
8)对于折弯半径较大的圆弧折弯,可以使用拉动过程。
9)使用比实际需要的折弯力大得多的力,在折弯过程中制作矫正性折弯。
