
【全新视界!】560*20大口径钢板卷管850*20大口径钢板卷管按需定制产品视频,带你领略产品新风尚!
以下是:560*20大口径钢板卷管850*20大口径钢板卷管按需定制的图文介绍


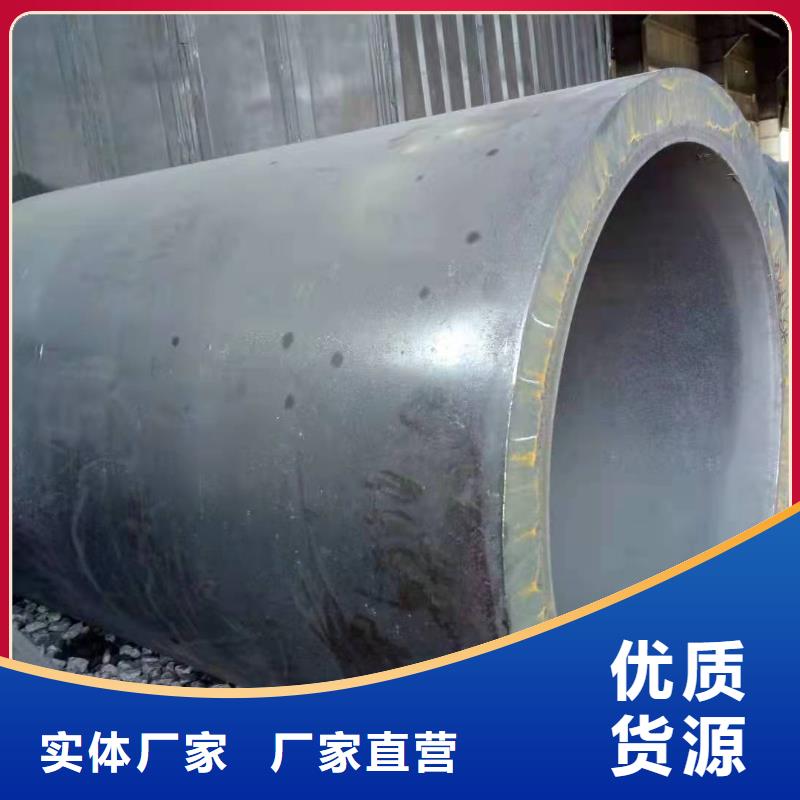
大口径钢板卷管的材质是以碳钢为主,还包括QQQ丁字焊大口径钢板卷管,般钢板厚度为mm等,所以这种大口径焊管的工艺是比较灵活必须对将两个或者两个以上的钢管进行连接,方便适用的,外径-mm,直接从钢板轧制,焊接,成型,对接,卷管,处理时间短-,交付快,外径为-mm,热轧厚壁卷管在钢板加热下轧制。,焊接,形成,去毛刺,缺陷检测,出厂。有时壁厚相对较厚,需要次加热。特征是外径公差小。,壁厚均匀。重要的是热轧厚壁卷管不会损害原材料的性能。热辊厚壁卷管的缺点是处理时间长,。热轧厚壁卷管被广泛使用:缸体,液压,桥架,辊道等。E厚壁卷管工艺特点厚壁卷管对盐镀锌的优化盐镀锌大优点是电流效率高达,沉积速率,快,这是其他镀锌工艺无可比拟的。由于镀层结晶不够细致,分散能力与深镀能力较差,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐只保留了主盐锌,使原来的单金属镀层形成锌铁合金镀层。工艺的重组,不仅发扬了原工艺电流效率高,沉积速率快的优点,现在简单与复杂件都能镀,而且防护性能比单金属提高~倍。生产实践证明,用于线材,管材的连续电镀,管径沉积速率快。~min内镀层厚度达到要求。



山特金属制品有限公司科研力量雄厚,拥有一支经验丰富、富有创新能力的 黑龙江哈尔滨异形管技术研发团队,以多年自主知识产权的工业自动化控制技术为基础,为客户提供优质的 黑龙江哈尔滨异形管产品和解决方案,并形成安装、调试、运行维护、技术升级、远程数据分析等一系列配套服务。


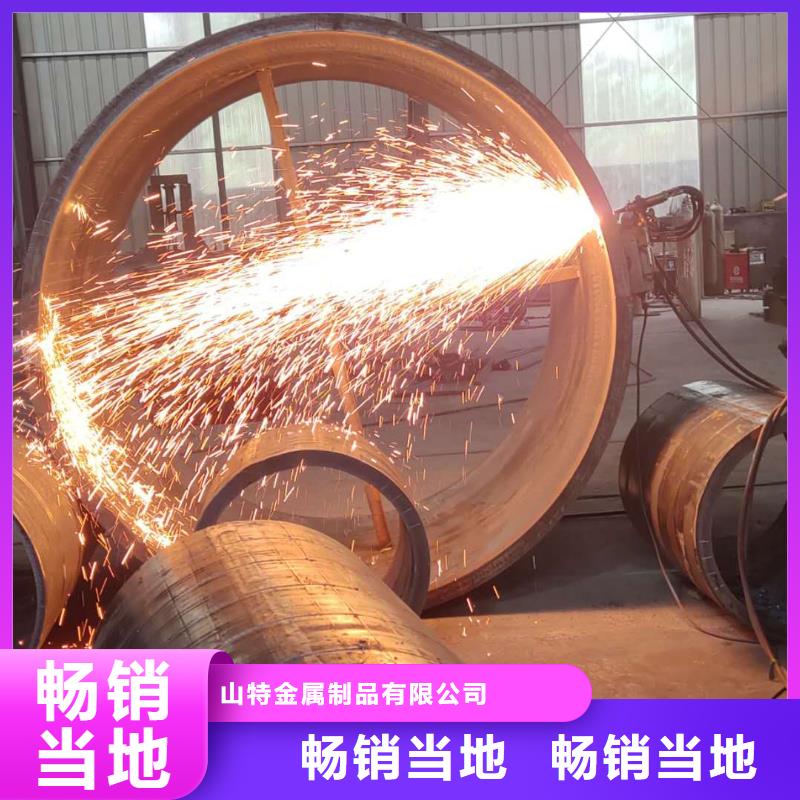
放样下料 必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按钢板卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。



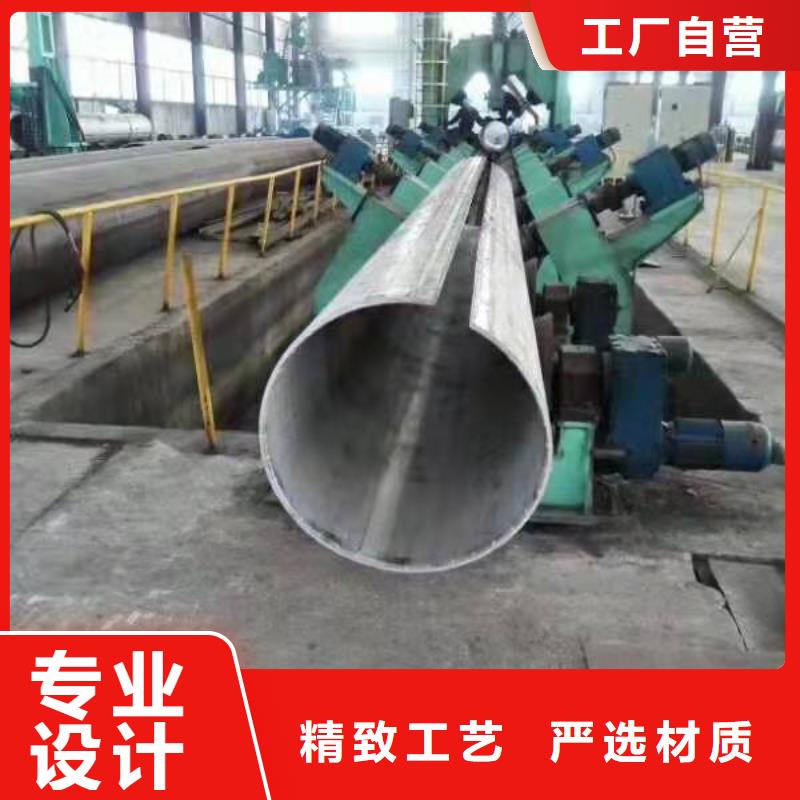
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。


