


| 产品参数 | |
|---|---|
| 产品价格 | 电议/件 |
| 发货期限 | 1-3 |
| 供货总量 | 8989868 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品品牌 | 海腾 |
| 加工定制 | 可定制 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |






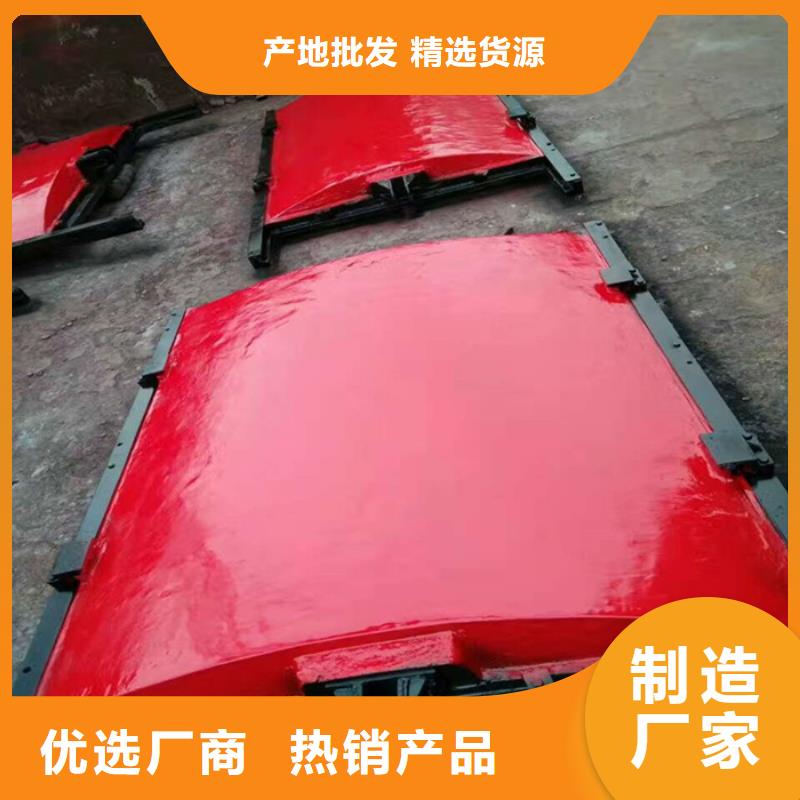
海北铸铁闸门布置简单,结构紧凑,节省空间,运行维护简单。我们怎么检验一个海北铸铁闸门是否合格呢?
1. 尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;
2. 外观检验:海北铸铁闸门铸件表面不允许有未清理彻底的砂子和杂物等;
3. 铸件缺陷:铸件表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象;
4. 性能报告:海北铸铁闸门力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温性能检验)
5. 化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;
6. 金相报告:球化率、球化等级等。

海北铸铁闸门检验标准:
1.密封面间隙检验
门板与门框密封座的结合面,需要外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm.
2.装配检验
将门板在门框内入座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合规定。
3.渗漏试验
密封面应任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于1.25L/min·m(密封长度)。
4.全压泄漏试验
订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒、计时表等)检测密封面的泄漏量,其值应不大于1.25L/min·m(密封长度)。
5.出厂检验
(1)每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。
(2)订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的20%.但不少于1台且不多于3台。抽检结果如有1台不合格时应加倍复查,如仍有不合格时,订货单位可提出逐台检验或拒收并更换合格产品。

海北铸铁闸门喷砂用气操作压力小于0.5MPa,配备6m3 / Sr空压机。 使用移动式空气压缩机时,排量为6m3 / s,额定压力为0.8MPa,功率为37kw。 喷砂处理中使用的压缩空气应通过冷却装置和水分离器进行处理,以确保压缩空气干燥无油。 要定期清洁油水分离器。 当进行喷砂时,喷嘴尺寸为6至8mm。 在使用过程中,喷嘴应由于磨损而更换,并且孔的直径增加25%。
经过喷砂和检查的金属表面在运输或防腐施工前应保持清洁,避免被水或油污染,不得直接接触金属表面,以防止局部生锈; 被油污染的金属表面要用相应的有机溶剂处理,喷枪中的压缩空气用作动力。 在驱动装置的驱动下,锌线穿过喷嘴并被氧 - 乙炔火焰加热而成为熔融体,其被压缩空气雾化。 将颗粒喷射到工件上以形成热喷涂的锌保护层。
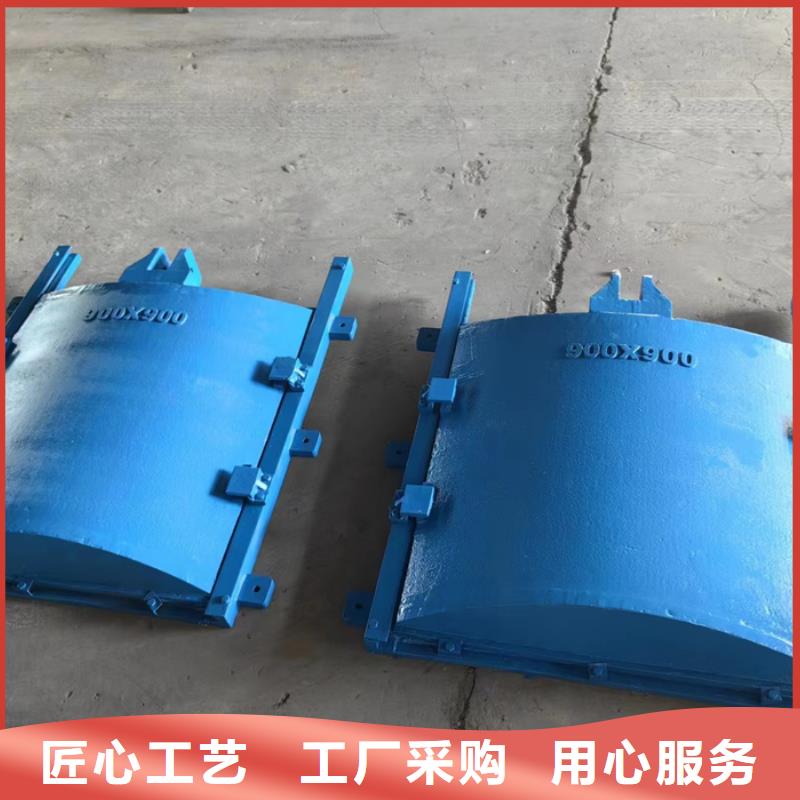
海北铸铁闸门。铸铁机清理增援部队。门口面前离开工厂,闸门,闸盒适合紧凑,减少差距后上述 4 6 锁定设备的上和下盒重量,注意密切的重量要撤消,间隙调整到 2 万门设备设备以便门打开和关闭。
当浇筑混凝土铸铁机,流进大门,闸箱,楔形,挡板之间砂浆应完全,防止砂浆凝结效果的开启和关闭的门后。整体垂直铸铁闸时进入储备罐底部的直立框架两侧上机器调整垫在垫子上 (禁止下梁),手动葫芦带框的妥协和电缆它建立,门级,周围地脚螺栓孔锚定于浇口位置,阶段二铸造好的模板。