



对于买40Mn2无缝钢管【无中间商】产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:买40Mn2无缝钢管【无中间商】的图文介绍
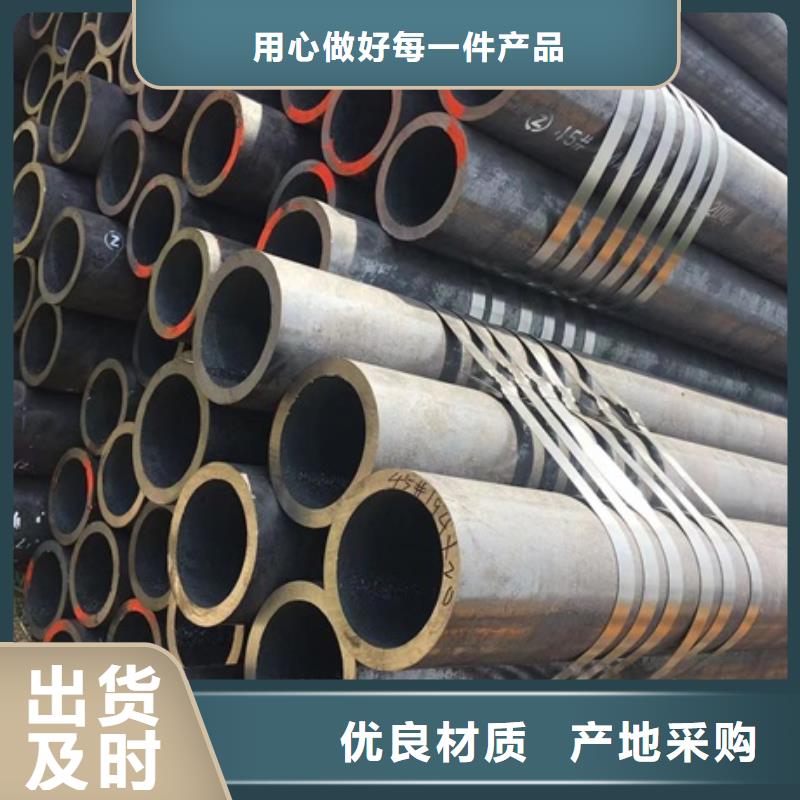
结构用无缝钢管(GB/T8162-1999)是用于一般结构和机械结构的无缝钢管。 流体输送用无缝钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝钢管。 低中压锅炉用无缝钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。 高压锅炉用无缝钢管(GB5310-1995)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。 化肥设备用高压无缝钢管(GB6479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。 石油裂化用无缝钢管(GB9948-88)是适用于石油精炼厂的炉管、热交换器和管道无缝钢管。 地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。 金刚石岩芯钻探用无缝钢管(GB3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝钢管。 石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝钢管。钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。 船舶用碳钢无缝钢管(GB5213-85)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。 汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。



精密无缝钢管是一种通过冷轧或冷拔处理后的高精密的钢管;全称:冷轧或冷拔精密无缝钢管。由于精密无缝钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,都是用无缝管。精密无缝钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。厚壁无缝钢管按照用途分为结构用无缝钢管;输送用无缝钢管;锅炉用无缝钢管;锅炉用高压无缝钢管;化肥设备用高压无缝钢管;地质砖探用无缝钢管;石油砖探用无缝钢管;石油裂化用无缝钢管;船舶用无缝钢管;冷拔冷轧精密无缝钢管;各种合金管。无缝钢管按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。它们除含碳(C)量一样外,20g还有一些微量元素(trace element)更适合用作锅炉(Boilers)压力(pressure)容器使用(use)的特性(characteristic])。另外20g还着重考核它的物理性能(xìng néng)。 精密无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。结构用无缝钢管的计算方法 结构钢管的重量为 0.25×** 钢的比例。厚壁无缝钢管根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。其中,Pi=3.14 和 L = 结构钢管的长度为 7.8。 因此,结构无缝钢管的重量为 0.25_3.14_L_7.8_如果尺寸单位是米,则计算重量为公斤



艾斯特钢材有限公司坐落于中国的 浙江杭州无缝钢管生产基地--浙江杭州,是一家专业生产、研发、销售 浙江杭州无缝钢管厂家, 经过多年的不懈努力,艾斯特钢材有限公司凭着产品优良的品质,精致的制造工艺、规范的管理和完善的服务,赢得了广大客户的信赖和支持。


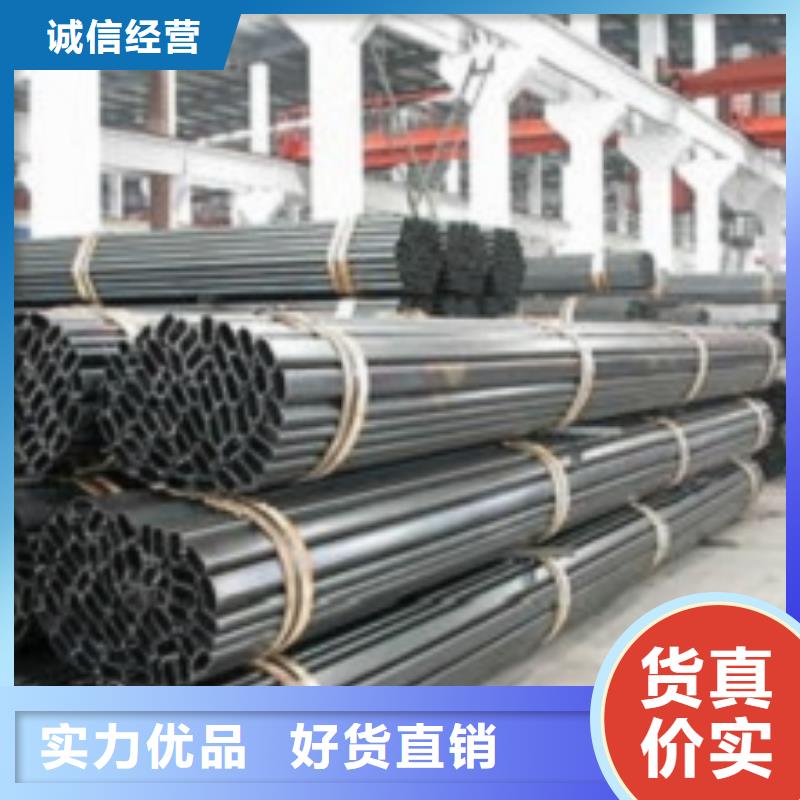
大口径合金无缝管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。


