

我们精心制作的花键管放心购买产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:花键管放心购买的图文介绍

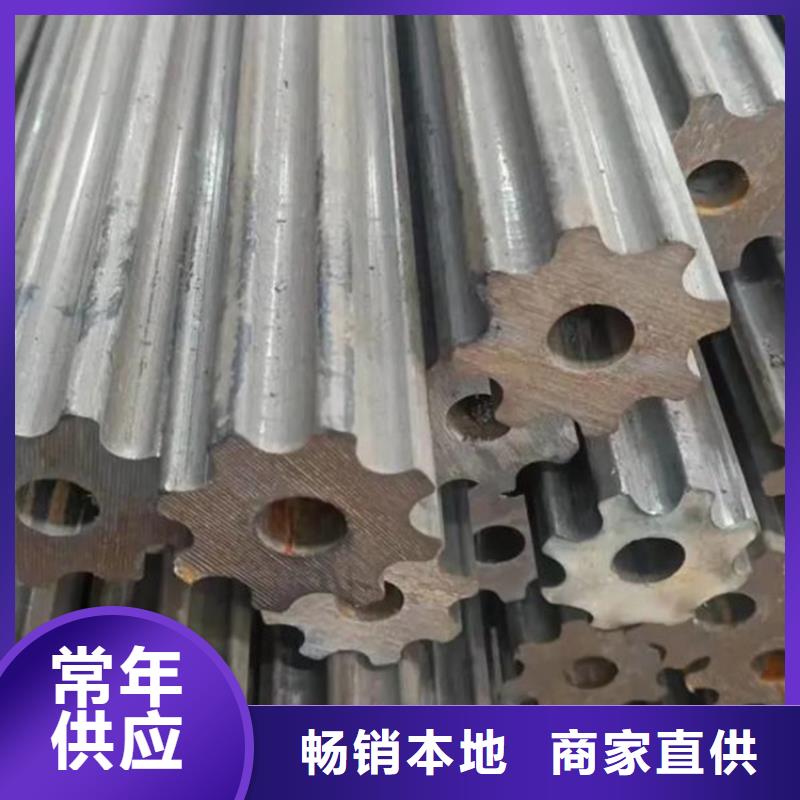
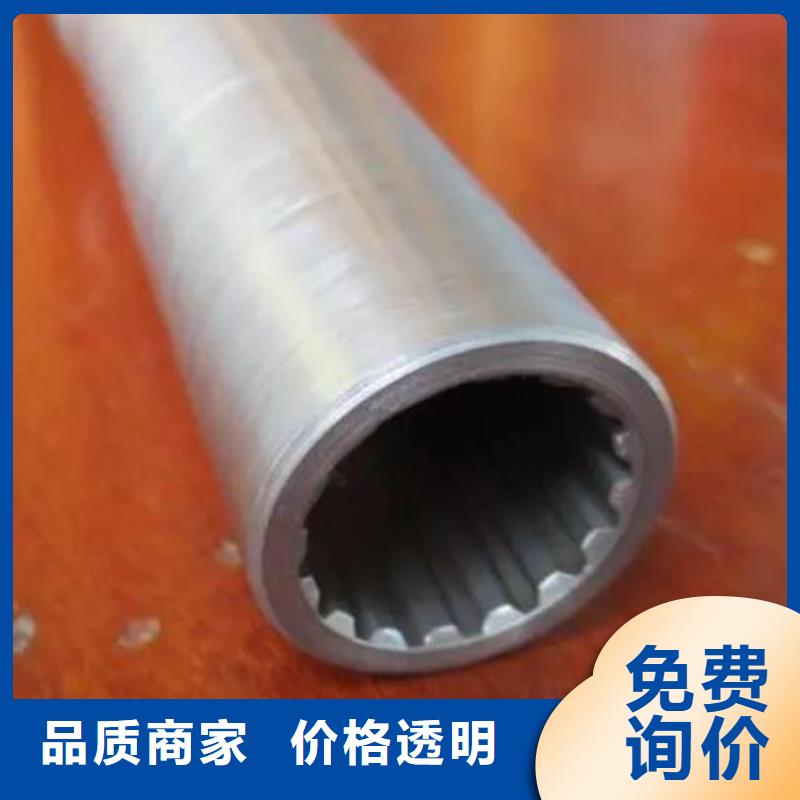
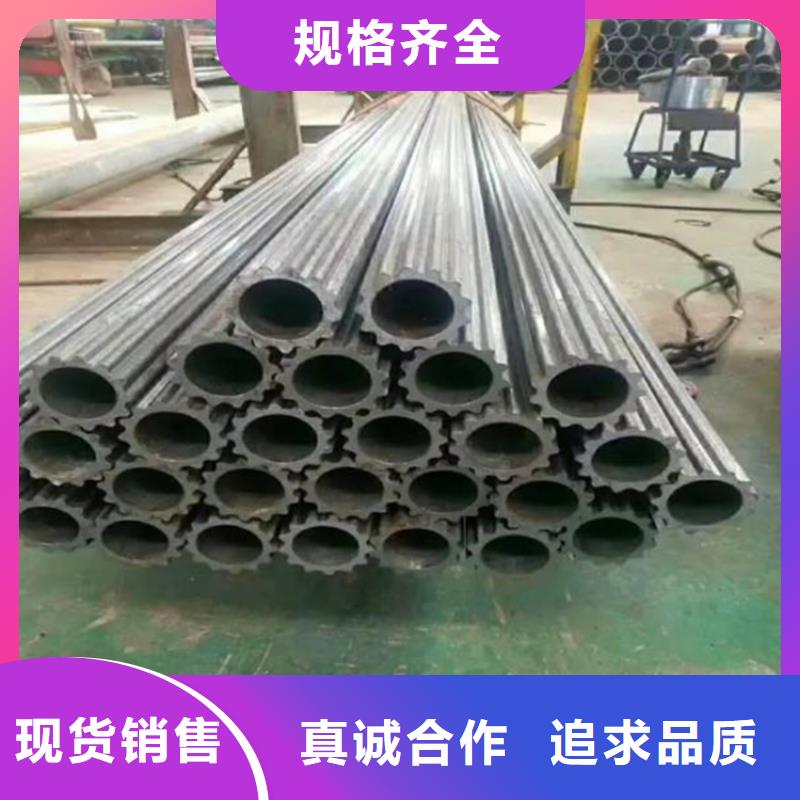
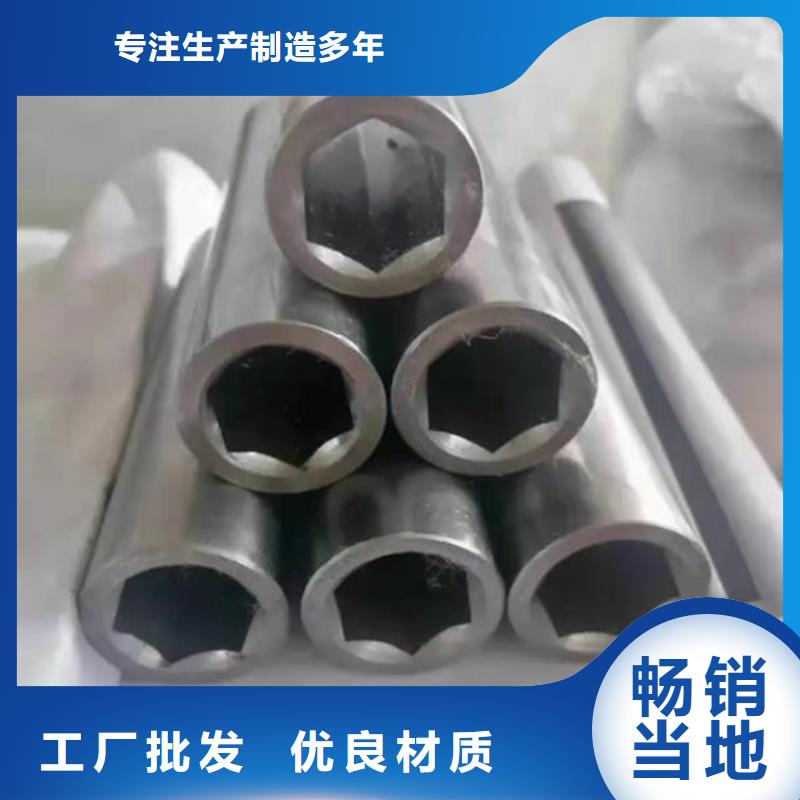
目前,许多传动零件如齿轮、链轮、花键管等金属制品为了区别不同规格,需要在其表面上打印图案或字符作为标识。而花键管除了在其端面上做规格标记,为了方便花键管安装时对准定位,还会在其的外圆面上加工定位标记。 相关技术中,花键管在生产过程中,先由一个冲压设备或者激光蚀刻在花键管的端面上加工规格标记,再由另一个冲压设备上在花键管的外圆面上加工定位标记。上述中的现有技术方案存在以下缺陷:花键管先由一个冲压设备或者激光蚀刻加工规格标记,再由另一个冲压设备加工定位标记,需要重复上下料,导致花键管的加工效率低,尚有改进的空间。


鹤壁金帝钢管发展方向是:提高 热轧无缝钢管产品质量,力创凯宸品牌;增加技术投入,完善系列 热轧无缝钢管产品;加强售后服务,构筑销售网络。
竭诚欢迎各界同仁惠顾!



为了提高花键管的加工效率,本技术提供一种花键管加工设备。 .方面,本技术提供一种花键管加工设备,采用如下的技术方案:一种花键管加工设备,包括:机架;子模,固定于所述机架上,所述子模上设有供花键管的一端插入的插入槽,所述插入槽的槽底设有规格标记;定位标记刀,沿所述插入槽的径向滑移连接于所述子模上;子模冲头,设于所述子模的一侧;下压驱动源,设于所述机架上驱使所述子模冲头靠近所述子模;标记刀冲头,沿所述插入槽的径向滑移连接于所述机架上;以及驱动组件,设于所述机架上驱使所述标记刀冲头冲压所述定位标记刀。


异形花键管退火技术条件:①普通灰铸铁以550℃为宜,超过550℃容易使部分渗碳体发生石墨化、颗粒化,导致异形花键精密无缝管强度、硬度下降。高合金灰铸铁温度可达650℃,低合金灰铸铁温度可达到600℃。其二,一般采用60~120℃/h的加热速度。 异形花键精密无缝管形状复杂,各部位差异大,宜慢热。③保暖时间一般选择在2~8小时。一般灰铸铁在550℃退火,保温2小时后,残余应力降到原来的60%,8小时后降到40%。④冷速一般控制在20~40℃/h,冷量不超过200~150℃即可烘干。注:铸造过程中,在未降至室温前,不得用水、雨、雪进行浸渍。异形花键精密无缝管生产完成后应放置平稳,小异形花键精密无缝管可堆叠。



