

别再错过任何细节!花费一分钟观看45#大口径厚壁无缝钢管热卖中产品视频,让您的购买决策更加明智。
以下是:45#大口径厚壁无缝钢管热卖中的图文介绍


冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后用油漆喷上编号、规格、生产批号等。
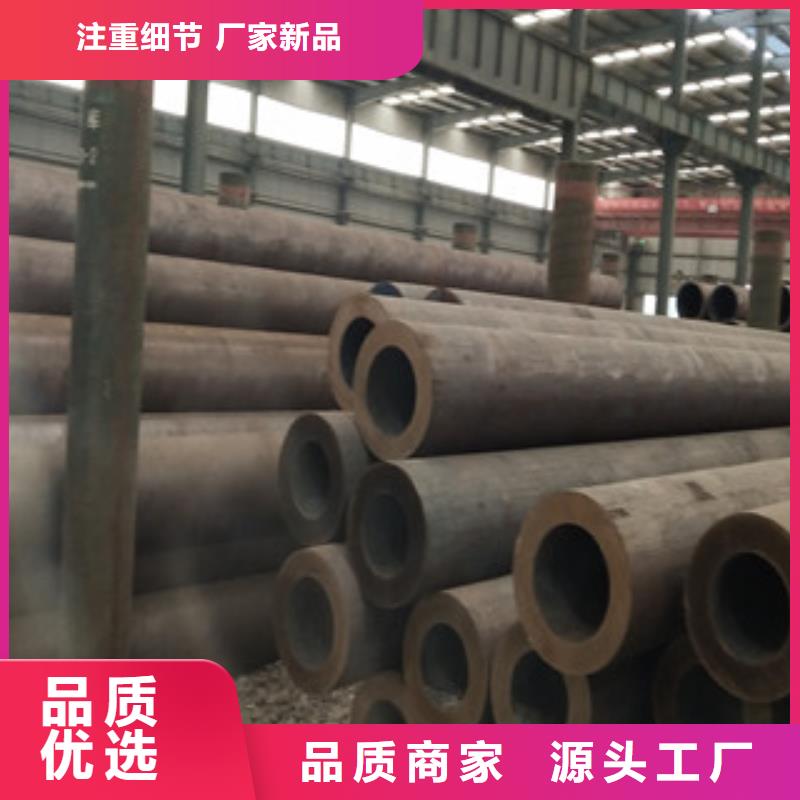
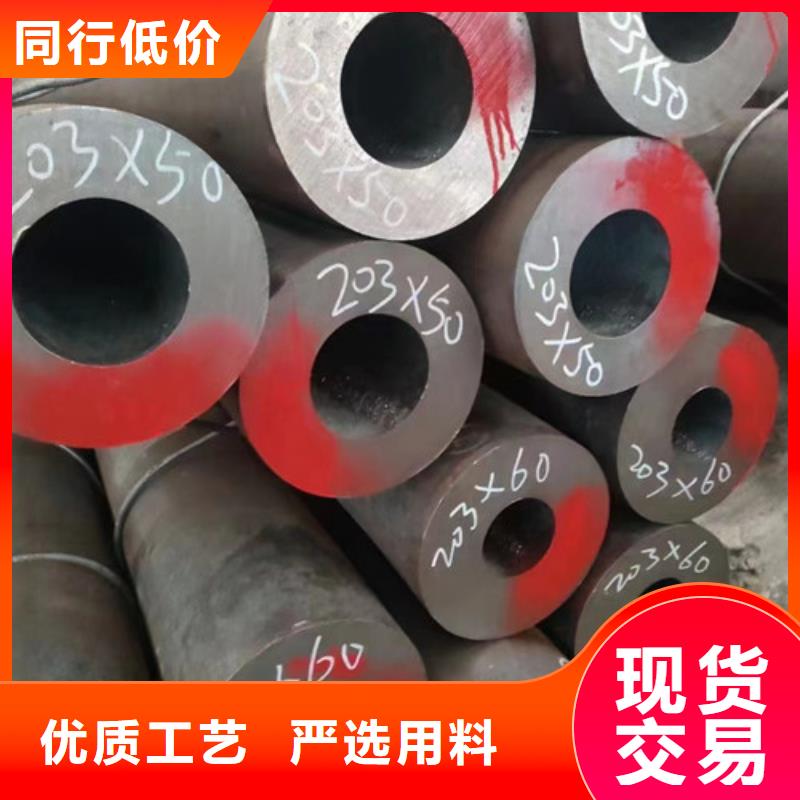
无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。无缝管长度在 3000~12000mm,其中包括有6米一根。市场上无缝管一般非定尺,大部分6、 9 、12米定尺。钢管的通常长度规定为:热轧钢管 3000~12000mm,冷拔钢管3000~10500mm;在倍尺轧制(加工)钢管可达到80米或者更长,但是在现实生产中一般成品无缝钢管都是小于十二米的这主要是为了方便装运。



随着科技进步,自主研发,九晨钢铁制造有限公司迅速发展成为固定资产雄厚、配套设施齐全、检测设备先进、 广东河源X52无缝钢管厂家产品质量合格、科技管理完善,我们生产的 广东河源X52无缝钢管厂家越来越受到用户的好评,欢迎新老客户来电咨询。


无缝钢管质量检验方法:
化学成分分析:化学分析法、仪器分析法(红外C—S仪、直读光谱仪、zcP等)。
①红外C—S仪:分析铁合金,炼钢原材料,钢铁中的C、S元素。
②直读光谱仪:块状试样中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi
③N—0仪:气体含量分析N、O
钢管几何尺寸及外形检查:
①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。
②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出 点、小点。
③钢管长度检查:钢卷尺、人工、自动测长。
④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。
⑤钢管端面坡口角度和钝边检查:角尺、卡板。
化学成分分析:化学分析法、仪器分析法(红外C—S仪、直读光谱仪、zcP等)。
①红外C—S仪:分析铁合金,炼钢原材料,钢铁中的C、S元素。
②直读光谱仪:块状试样中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi
③N—0仪:气体含量分析N、O
钢管几何尺寸及外形检查:
①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。
②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出 点、小点。
③钢管长度检查:钢卷尺、人工、自动测长。
④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。
⑤钢管端面坡口角度和钝边检查:角尺、卡板。



无缝钢管的水淬火是一个重要的生产工艺。以往的水淬火设备的淬火工艺流程是经淬火炉加热的钢管由上料装置直接放入到装满冷却水的淬火槽中冷却,一定时间后再由出料装置拨出。这样的淬火工艺存在一定的缺陷。很容易造成钢管冷却不均匀,产生弯曲、开裂等缺陷,影响钢管的性能。
新型的水淬火设备消化吸收了国内、外先进的淬火技术,在此基础上又进行了多项技术革新,有效的提高了冷却均匀性和淬透性,减少了淬裂、弯曲、椭圆等缺陷,是集液压、机械、电气、计算机控制于一体的新型水淬火设备,现已在投入使用。新型用水淬火设备,采用先进的“外淋+旋转+内喷”淬火工艺,并进行了大量的结构改造、技术革新,有效的提高了钢管的精度和机械性能,大大减少了淬裂、弯曲、椭圆等缺陷。实践证明此水淬火设备具有淬火均匀、冷却速度快、淬后钢管精度高、硬度高、耐磨性强等诸多优点。
