

| 产品价格 | 3740/吨 |
|---|---|
| 发货期限 | 3 |
| 供货总量 | 600 |
| 运费说明 | 买家承担 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
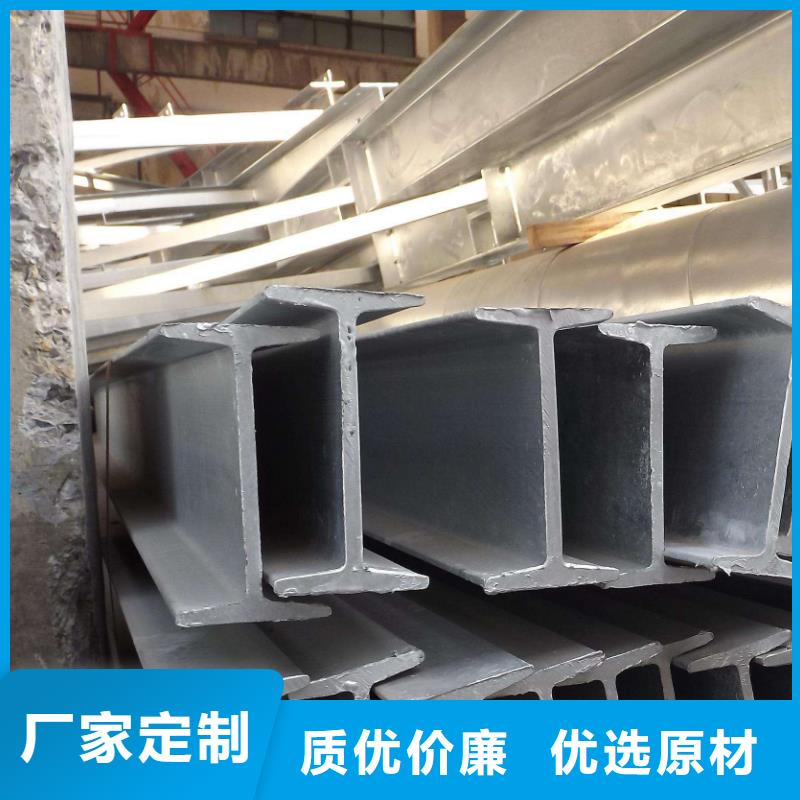
| 产品材质 | Q235B Q355B |
| 产品品牌 | 一名 |
| 产品规格 | 齐全 |
| 发货城市 | 天津 |
| 产品产地 | 天津 |
| 加工定制 | 切割 打孔 除锈 喷漆 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 实际重量 |
| 产品颜色 | 黑色 |
| 质保时间 | 国标 |
| 外形尺寸 | H型 |
| 适用领域 | 机械加工 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产品功率 | 国标 |
| 工作温度 | 国标 |






随州 一名钢铁 H型钢适合柱距平面对齐,立面接连。截面挑选:柱:小截面尺度及截面高宽比,轴压比,结构梁纵筋锚固,长细比,结构位移结构柱截面预算:高与宽一般可取(1/10~1/层高。并可按下列办法开始断定。按轴压比要求又轴压比开始断定结构柱截面尺度时,可按下式核算。
借力点较少,若速度过快可能导致构件不稳发作磕碰。装置时还可经过\"繁化简\"的办法将杂乱的部分细化成一个个小个别,再进行全体拼装,这可以显着的进步装置速度,下降难度,进步装置准确度。因为焊缝存在缩短余量,所以在装置时要留下富余量,削减它的影响.HN是热轧H型钢,H数字*数字*数字*数字就是指H型钢高度*翼板宽度*腹板厚度*翼板厚度。因为在空中整个进程都是需求慢慢来的无论是起吊进程仍是调整方向H型钢高度呢就是腹板高度+2块翼板的厚度。结构安置柱网挑选:与修建合作断定柱网尺度。
随州 一名钢铁 H型钢 方坯和异形坯常用连铸坯或初轧。钢坯先要进行精整和承重,之后放进步进式炉中加热到1200~1250℃后出炉。之后要先使用高压水为其除磷,再将它放进开坯机进行轧制。工厂里常见的开坯机是两辊可逆式轧机。轧件在轧制之后就会被进行热锯将头尾去掉。后再将它送入精轧机,进行定型。之后要将它切成合适的长度运到冷床进行冷却。冷却时大多用力冷。比如说在生产H型钢时它就拥有一套自己的流程。大号H型钢常选择异形坯比如说:小号H型钢常选择方坯生产不同的H型钢时要用不同的钢坯因为H型钢的腿厚与腰厚相差太多,所放会导致腰腿冷凝速度有差距,产生腰部波浪。步进式冷床可以使冷凝速度得到控制。冷凝后H型钢就要开始进行矫直。矫直后将H型钢的尺寸,外形和表面质量在检查台进行检查,并做上标记。
随州 一名钢铁 H型钢油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm.再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm。氧化物毛刺焊接前应焊缝区域存在的铁锈则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧。接头部位焊缝应打磨出不小于4的过渡坡才能继续施焊。
随州 一名钢铁 H型钢轴压比限值0.9抗震等级为四级及非抗震时,轴压比限值1.0在抗震规划中要约束轴压比,这实际上是挑选了构件损坏的模态-----大偏疼或小偏疼,小偏疼(大轴压比)为脆性损坏,大偏疼(小轴压比)则延性较好。工字型钢不论是一般型仍是轻型的,因为截面尺度均相对较高,较窄,故对截面两个主袖的惯性矩相差较大,因而,一般用于单向受弯。轴压比限值0.8抗震等级为三级时轴压比限值0.7抗震等级为二级时抗震等级为一级时即只能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或双向曲折的构件均不宜选用。并且其翼缘腹板一般都有截面削弱,非平面,不宜开孔栓焊。这就使其在运用规模上有着很大的限制。