

想一睹k9DN600球墨铸铁管质量过硬产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
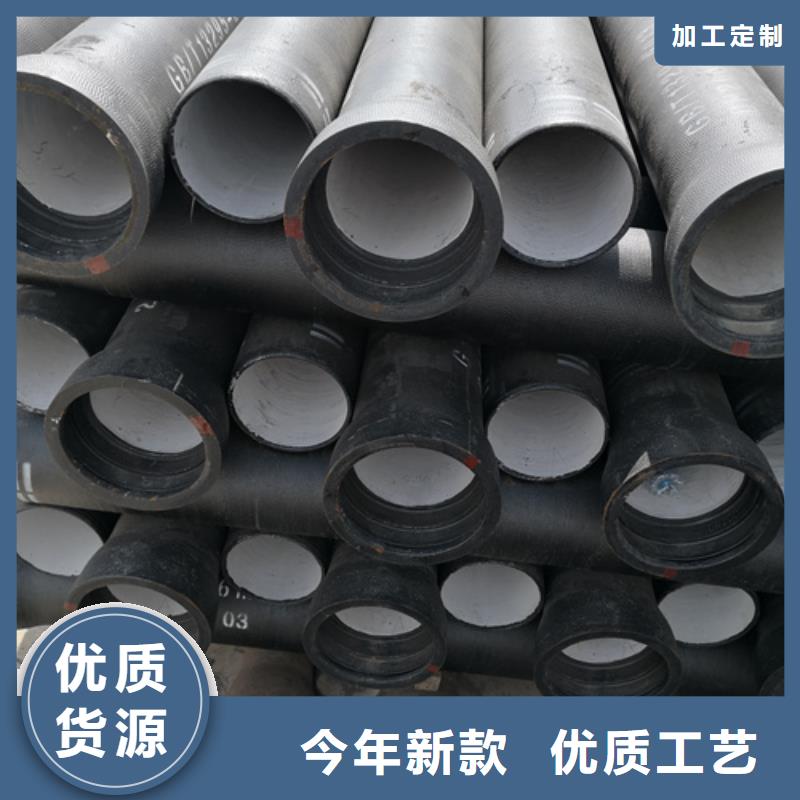
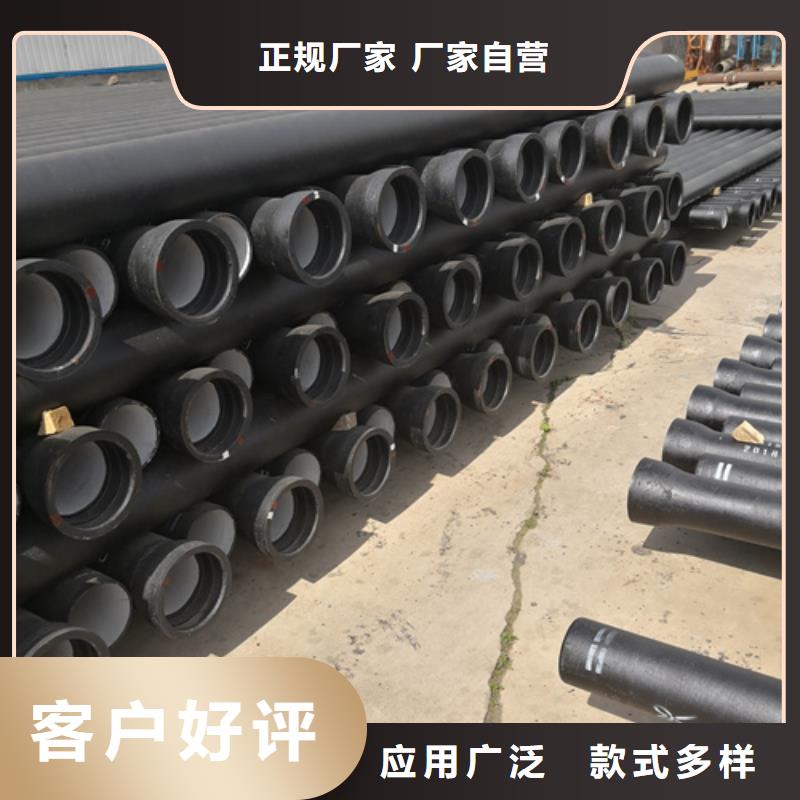
以下是:k9DN600球墨铸铁管质量过硬的图文介绍

山东鹏瑞管业球墨铸铁管厂家的装卸方法1.在运输过程中,由于装卸方式的原因,可能会造成球体墨铸铁管座椭圆形,DN400管下方切断椭圆形,用特殊工具重新形成500mm以重新形成花园,然后在水泥衬里修复现场水泥砂浆的组成(重量比)如下:2份水泥,3份沙子,2份水,1份添加剂,搅拌均匀,清理沙子和修补前的碎片,然后用水浸湿周围的地方;注意不要积水,修复要平滑的表面,涂上的塑料薄片;2.管下方的凹槽根据管的中心线朝向水流方向定位。然后,根据高度将每根管插入前管座。观察小管是否插座导线就位。大管穿过管道中的界面间隙。小间隙应不小于3至5mm,从第二支管,2T-8T张紧导链悬挂在管体轴向两侧,以确保界面间隙均匀,并解决问题当设计有斜坡时,管道向下移动。有点问题。直线段不允许以上,下,左,右角度安装。例如,当地面角度必须偏转时,DN1400mm以下的旋转角度可以是1.5度到3度,DN1600mm以上的旋转角度不得超过1.5度;3.安装的管线不能处于蛇形状态。如果施工团队需要进行调整,请将管线保持在一条直线上;4.橡胶圈存放在阴凉密封的地方;5,球体墨铸铁管沟槽砂层应平整,不允许有大的局部凸起,应检查安装管道,看管道是否悬空;6.检查回填时管道是否移位,包括上下左右;7.回填要求:管线中心线以下200mm高度的高度应压实一次,土壤压实密度大于90%,高于中心线管线的500mm高度应压实一次,土壤压实回填时,密度大于85%由某人负责和监督;8.当有特殊要求时,可以预留接口部分,管体中部应完全回填,以避免管道在整个压力试验过程中浮动和管道


山东球墨铸铁管厂家介绍球墨铸铁管怎么焊接?在通常情况下球墨铸铁的抗拉强度要偏高,在焊接性上也是要差于灰口铸铁的焊接,在铸铁设备的抢修上实际上是很难用肉眼辨别是球墨铸铁还是灰口铸铁的;通常会用通用性比较广的WE777特种铸铁焊条焊接,不过仅仅是用于在检修维修运用上,效果确实是好,减少了抗裂的风险及焊条的高强度匹配保证了焊口本身的强度。WE777具有特殊药皮作用,焊接过程中能够产生类似脉冲的柔和的电弧,对各类铸铁母材的热影响非常小,特殊的脉冲电弧能够各类铸铁表面的杂质,甚至对于油污和长期油浸的铸铁件的焊接也具有很好的渗透性而不会产生气孔或者夹杂,而热影响区硬度不会变得非常高,利用冷焊工艺焊接的成型焊缝具有非常的抗裂性,能够应对各种恶劣的母材环境。



鹏瑞管业有限公司将在实践中不断的深化学习、总结、借鉴同行 湖南球墨铸铁圆棒的先进技术经验,完善自身发展,制造更加完善的 湖南球墨铸铁圆棒产品,以满足新老客户的需求使用。


