


以下是我们上传的27SiMn无缝钢管厂家供应实拍视频,您可以点击观看。
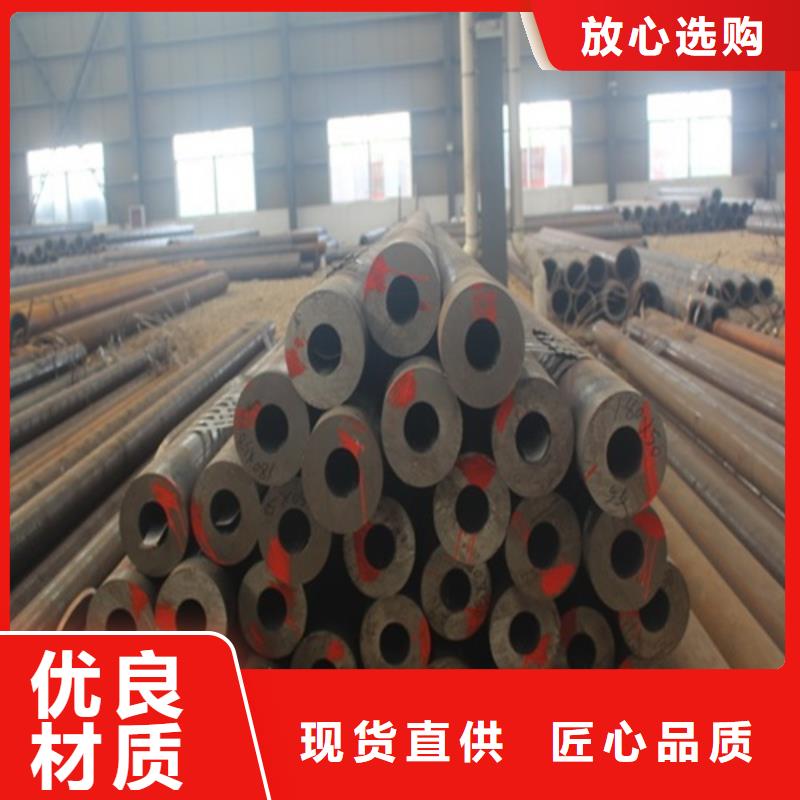
以下是:27SiMn无缝钢管厂家供应的图文介绍


改善无缝钢管壁厚精度的措施 无缝钢管壁厚的控制是无缝钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面: 1、管坯加热 加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,*大升降温度不超过30℃。 2、定心辊 确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。 3、轧制中心线 确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。 4、轧制工具 对于磨损的顶头、导板、轧辊等轧制工具要及时更换。 5、轧制工具安装 辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。 6、穿孔顶杆 穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。 7、轧机芯棒 芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高无缝钢管的壁厚精度。 8、芯棒的精度 芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。 9、完善工艺 完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



无缝钢管的主要的性能和表现是如下的: 塑性 塑性是指金属材料在载荷作用下,产生塑性变形( 变形)而不破坏的能力。 硬度 硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值。 常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。 疲劳 前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。 冲击韧性 以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。 强度 强度是指金属材料在静荷作用下抵抗破坏(过量塑性变形或断裂)的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有一定的联系,使用中一般较多以抗拉强度作为基本的强度指针。


甘肃嘉峪关无缝钢管避坑知识 具体净重--供货时,其商品净重是按抨重(过磅)净重供货理重--供货时,其商品净重是按厚壁钢管公称压力规格测算算出的净重。其计算方法以下(规定按理重供货者,需要合同书中标明):钢管每米的理重(钢的密度为7.85kg/m3)计算方法:W0.02466D-S)S式中:钢管每米理重,kg/m;D--钢管的公称压力直径,m;S--钢管的公称压力壁厚,m。2.厚钢管确保标准,采购无缝钢管须掌握哪些基础知识按执行标准的要求新项目开展检测并确保符合规定的要求,称作确保标准。 确保标准又分成:A、基础确保标准(别称必保标准)。不管顾客是不是在合同书中标明。均需按标准开展此项检测,并确保厚壁管检测结果符合规定要求。 如成分、物理性能、规格误差、工艺性能及其探伤检测、压力试验或挤扁或扩口等使用性能试验,均属必保标准。



鹏鑫钢铁有限公司以高科技为先导、以吸收国外技术为基础,以改进创新为发展动力,以加工制造为根本,并依托科研院校,加大 甘肃嘉峪关无缝钢管科研成果转化力度,结合严谨、求实、富有钻研精神的人才队伍,开发并推出多项具有竞争力的 甘肃嘉峪关无缝钢管产品,逐渐取得行业技术优先。

