


16mn珩磨管质量严格视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:16mn珩磨管质量严格的图文介绍

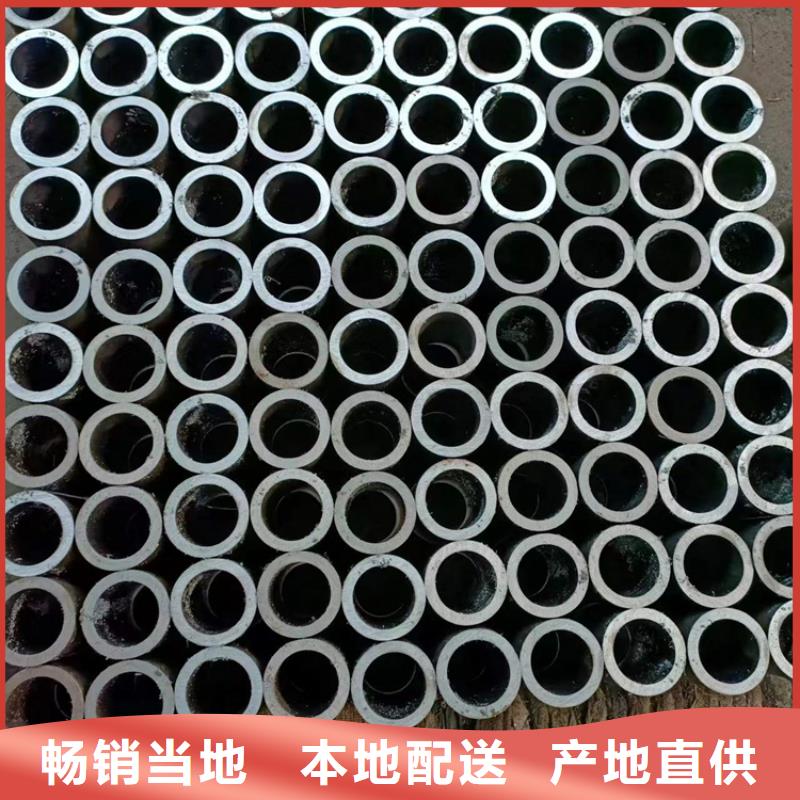
吉林珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管


吉林珩磨管油缸管绗磨管(3)分级珩磨管淬火:分级珩磨管淬火是将工件从珩磨管淬火温度直接快速冷却到Ms点以上某一温度,经适当时间保温后空冷。如截面大、易变形开裂的高碳钢,应采用两到三次的分级珩磨管淬火 (4)等温珩磨管淬火:将工件由珩磨管淬火温度以大于临界珩磨管淬火速度的冷速冷到Ms点稍上某一温度,保温较长时间,使过冷奥氏体发生贝氏体转变。一般用油淬。除此之外,还有薄壳珩磨管淬火、间隙珩磨管淬火、局部珩磨管淬火、调节水温等方法。另外在珩磨管淬火前各工序的合理性、加热参数的确定、和回火等方面也具有一定效果的防止钢件珩磨管淬火开裂的方法。 引起零件珩磨管淬火开裂与畸变的原因很多,一旦产生上述缺陷,应当从以下几个方面进行分析。



安达液压机械有限公司位于辽河路燕山路交叉口南500米东首,主营: 吉林不锈钢油缸管等等。 我公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户至上”的原则为广大客户提供优质的服务。欢迎惠顾!!! 欢迎各界人士参观考察!!! 如果您对我公司的产品服务有兴趣,请在线留言或者来电咨询!!!




