

柔性承插球墨铸铁管厂家优选的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:柔性承插球墨铸铁管厂家优选的图文介绍


山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。



鹏瑞管业有限公司是一家 山东济南球墨铸铁圆棒行业厂家,生产经验丰富。多年来,我们不断的投入和建设,持续增强我们的市场开拓、技术研发、生产制造能力,拥有了一支专业技术和市场销售相结合的成熟队伍。


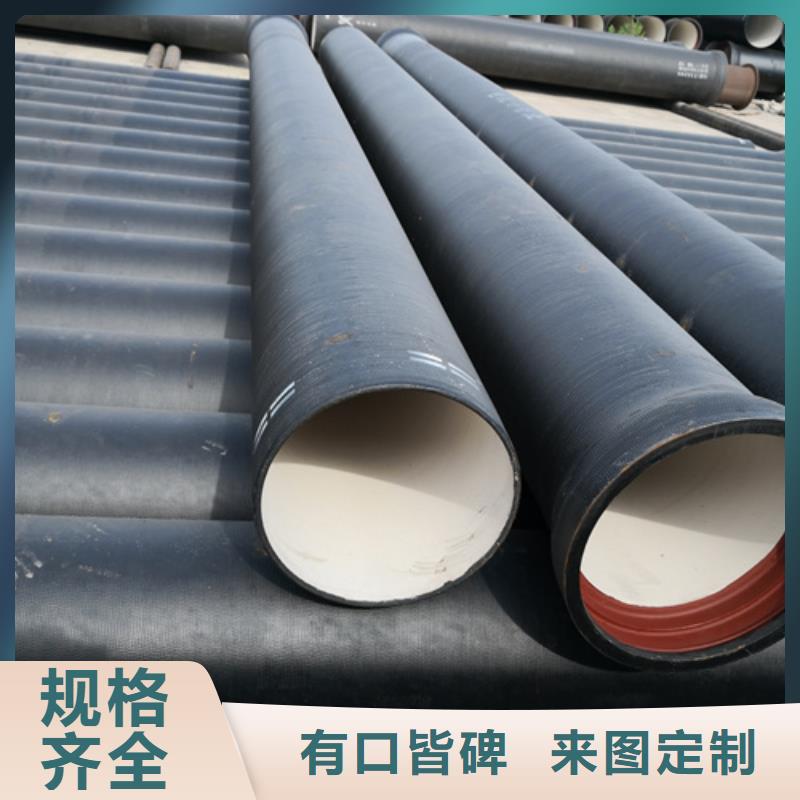
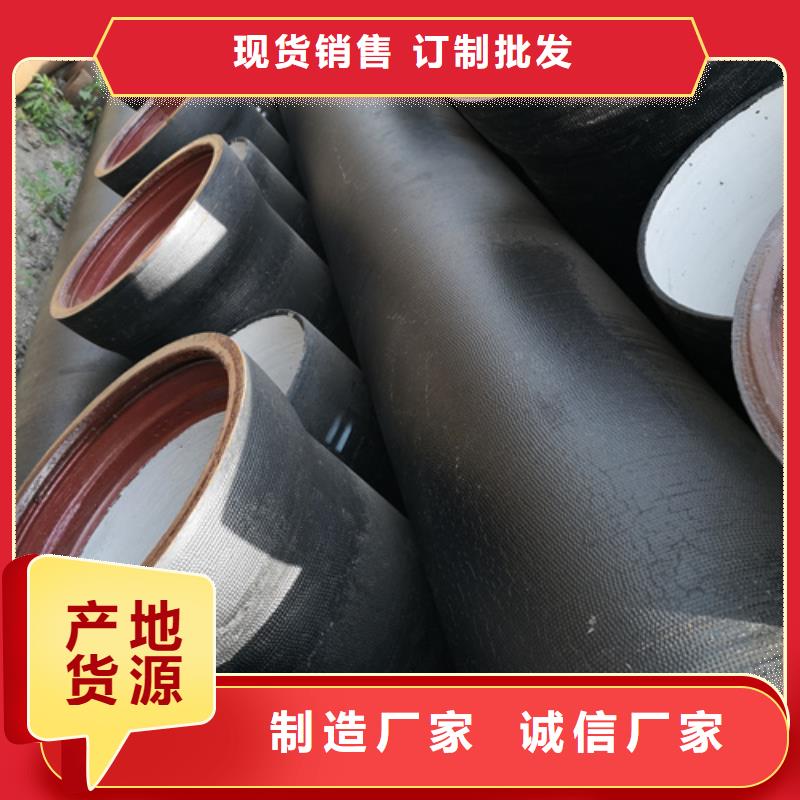
①、清理管口:将承口内的所有杂物擦洗干净.②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内.③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀.④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法.⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染.⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利.首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致.安装过程中,定管、动管轴心线要在一条直线上,否则容易将胶圈顶出,影响安装的质量和速度.管道安装要平,管子之间应成直线,遇有倾斜角时,要小心.将连接管道的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲.橡胶圈润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,迅速安装.另外,如果你用的管材符合标准,那就看胶圈,是不是硬度级别没达到标准,或者说胶圈本身就不符合标准.



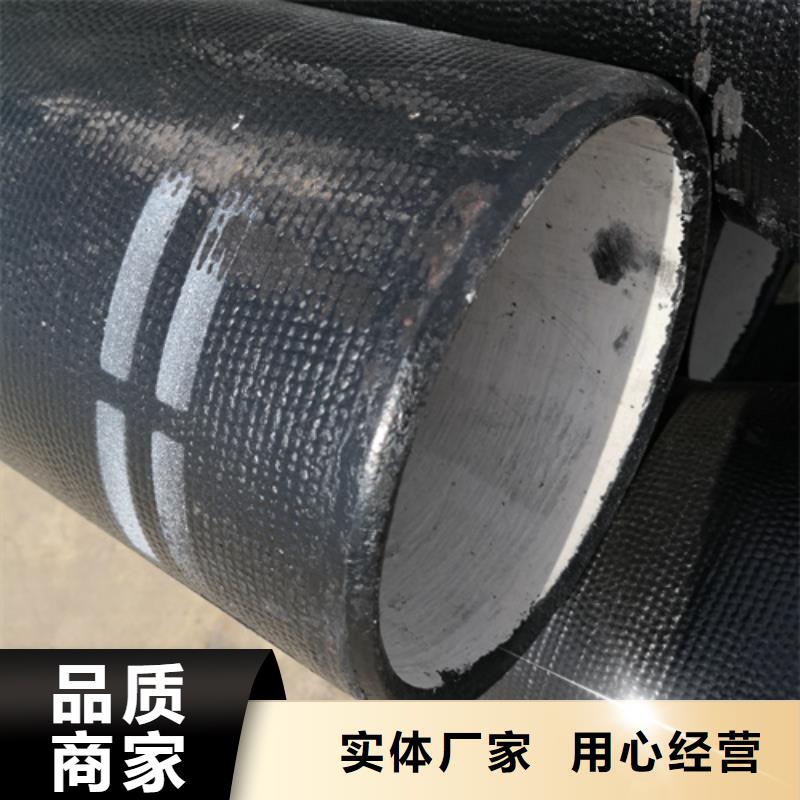
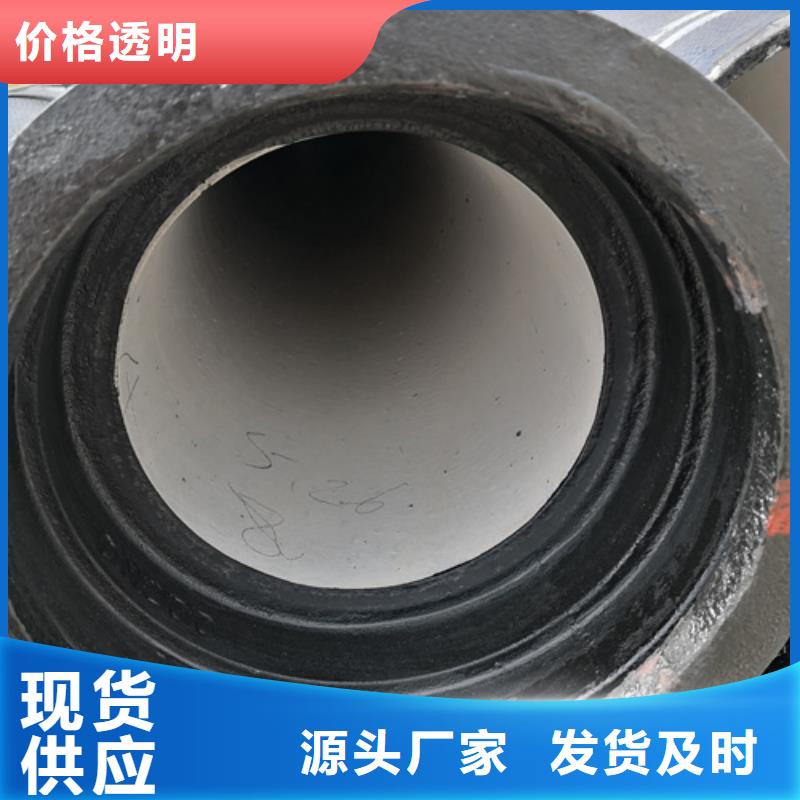
我国球墨铸铁管的行业起步于20世纪90年代初,在中国城镇供水协的大力支持下发展迅猛,经过近20年的实践使用,其性、实用性已被供水行业普遍认可,2008年国内年产量已达到220万吨,是1990年的11倍。由于我国是一个水资源缺乏的,缺水城市为600多个,严重缺水城市为200多个,供水节水事业方兴未艾,球墨铸铁管有着广阔的发展前景。球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。

