

B形管今日价格施工单位视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:B形管今日价格施工单位的图文介绍
异型管焊剂。利用焊剂进行焊接的工艺有手工焊,椭圆管带焊剂芯电弧焊和埋弧焊,这些焊接工艺都会在表面留下细小的焊剂颗粒,普通的清理方法无法将它们清除掉。这此颗粒将是缝隙腐蚀的腐蚀源,必须采用机械清理方法去除这些残留焊剂。
了解的人士都会知道,异型管的亮度决定着其品质的高低。这其中的影响因素较多,今天异型钢管厂家先来说说需要注意的五点退火因素:
异型管火气氛
不锈钢异型管退火一般都是采用纯氢作为退火气氛,气氛纯度更好是99.99%以上,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是 不能含有过多氧气、水汽;
异型管保护气压力
为了防止出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上;


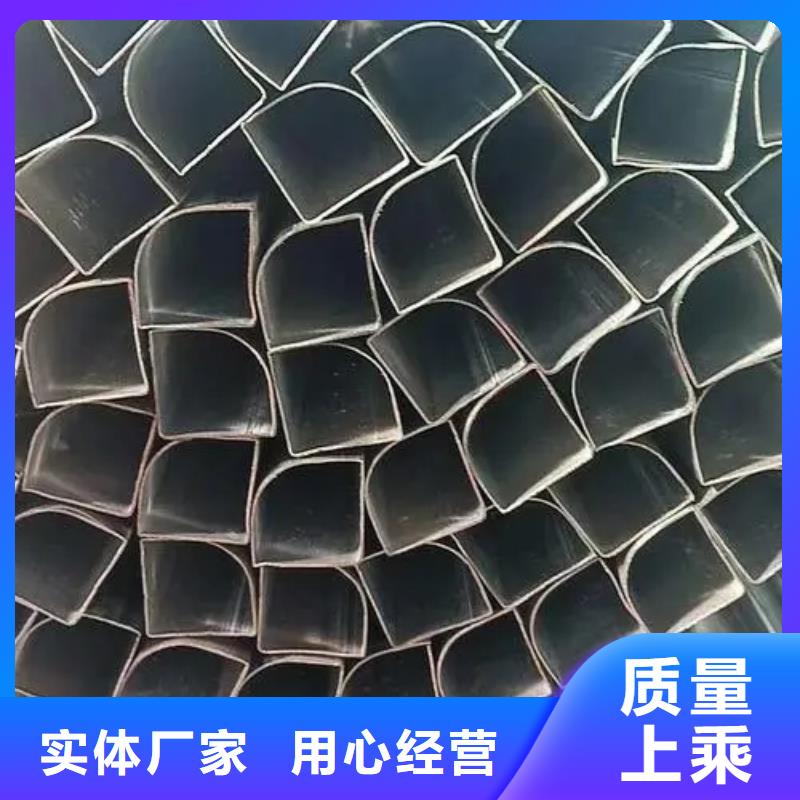
异型管的分类:
异型管用钢管资料制作的脚手架有扣件式钢管脚手架、碗扣式钢管脚手架、异型管、承插式钢管脚手架、门式脚手架,还有各式各样的里脚手架、挂挑脚手架以及其它钢管资料脚手架。
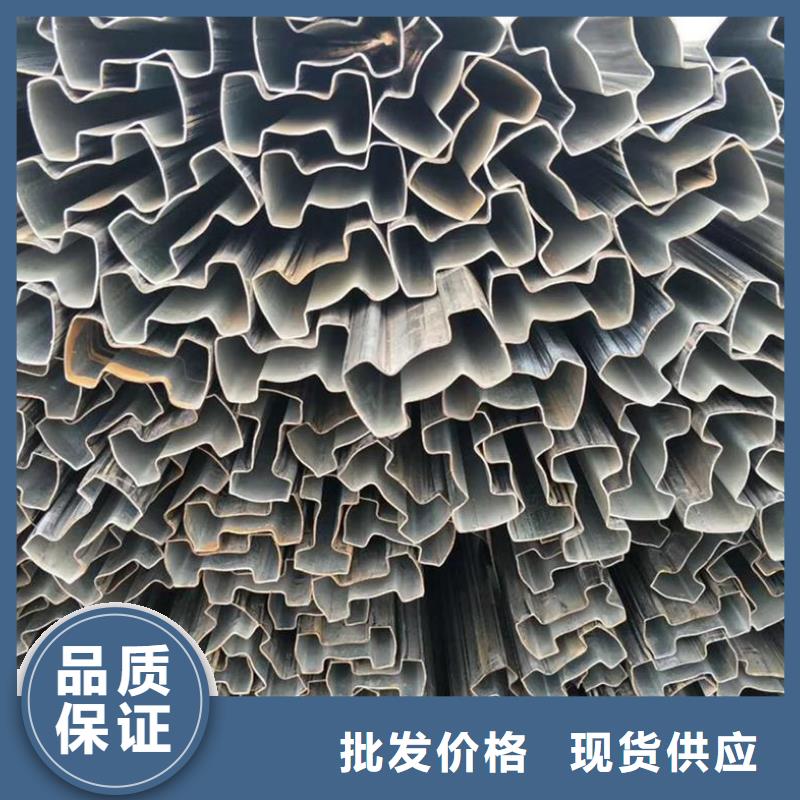
在这个异型管非常常见的工艺检测方法有以下几种:
异型管反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;
异型管顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;
异型管管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;



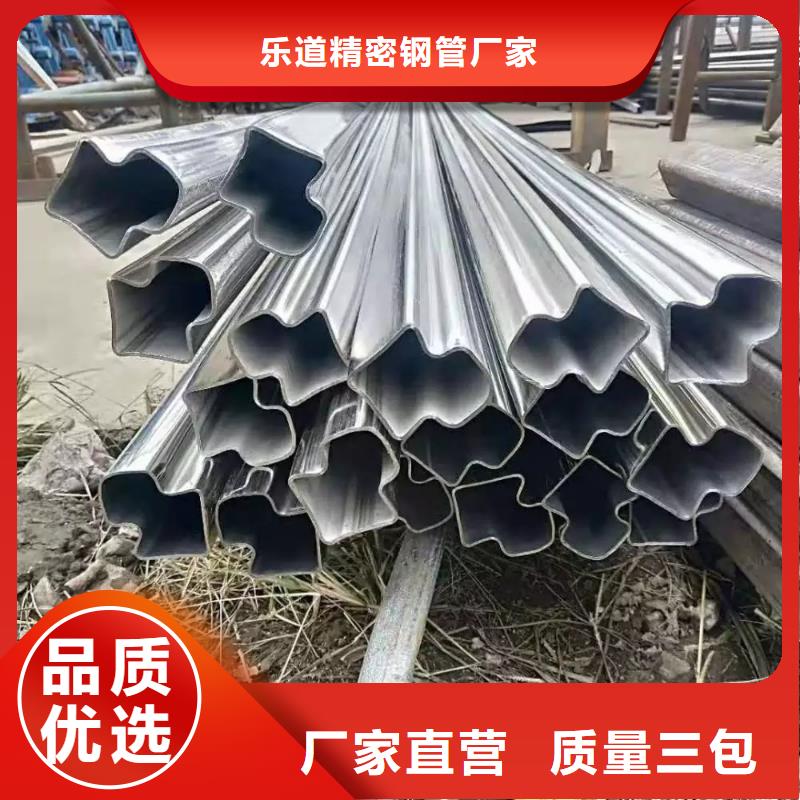
每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,异型管由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。
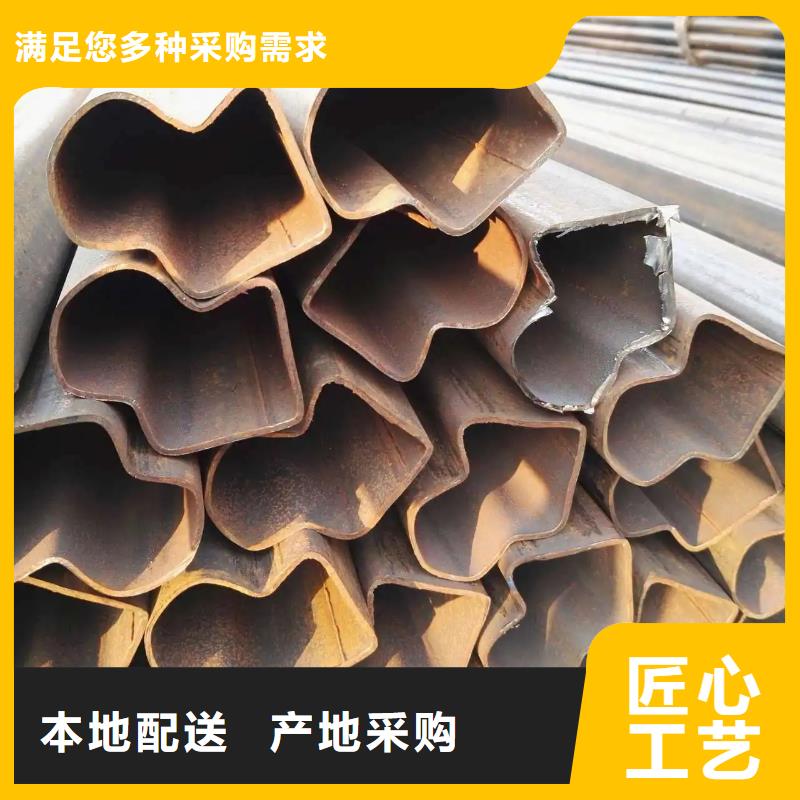
异型管成品,根据零件所生产形状,生产部门根据成形工艺规程与机械零件图进行零件制造,然后进行装配。通常不能欣苏设计图直接进行成形加工,而应根据设计图绘制出制造图,再按制造图进行成形加工达。
由于设计图绘制出的是零件成形加工完成后的终状态图,异型管而制造图则是表示在制造过于某一工序完成时工件的状态,两者是有差异的。因此,在加工时需要根据制造图准备合退余局坯料,并进行预定的成形加工。准备好金属材料后,用祷造、锻造、机械加工、热处理等不同的成形加工方法膨翻工。零件成形加工完成后再装配成部件或整机。首先发生阳极溶解的原理进行抛光的一种电化学加工,又称为电抛光。电化学抛光时表面上形成一层薄厚不均的粘性薄膜,此薄膜具有很高的电阻,可以避免试件过渡腐蚀。



荆门乐道精密钢管厂家是一家专业从事 D形钢管的企业。本公司拥有先进的 D形钢管生产设备;专业的技术人员和严格的质量标准、周到及时的售后团队。公司主要产品: D形钢管。公司始终贯彻实施“市场导向、科技领先、以人为本、科学管理、优质服务”的经营管理方针和企业文化理念。我们将真诚、真心为您服务,提供优质的设计、制作、运输、安装、售后一条龙服务。 荆门乐道精密钢管厂家是您优质的选择,我们愿以优异的产品质量,良好的服务与您共创辉煌的明天。


异型管退火温度
不锈钢异型管热处理一般是采取固溶热处理,温度范围为1040~1120℃(日本标准)。你也可以通过退火炉观察孔观察,退火区的不锈钢异型管应为白炽状态,但没出现软化下垂;
异型管炉内水汽
一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干。二是进炉的不锈钢管是否残留过多水渍,特别是异型管上面有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了;
异型管炉体密封性
光亮退火炉应是封闭的,与外界空气隔绝。采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气。其中较容易跑气的地方是退火炉进异型管和出异型管的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。



