



想要更直观地了解12cr1movg厚壁合金管电厂项目一米重量产品吗??产品视频,带你走进产品世界
以下是:12cr1movg厚壁合金管电厂项目一米重量的图文介绍

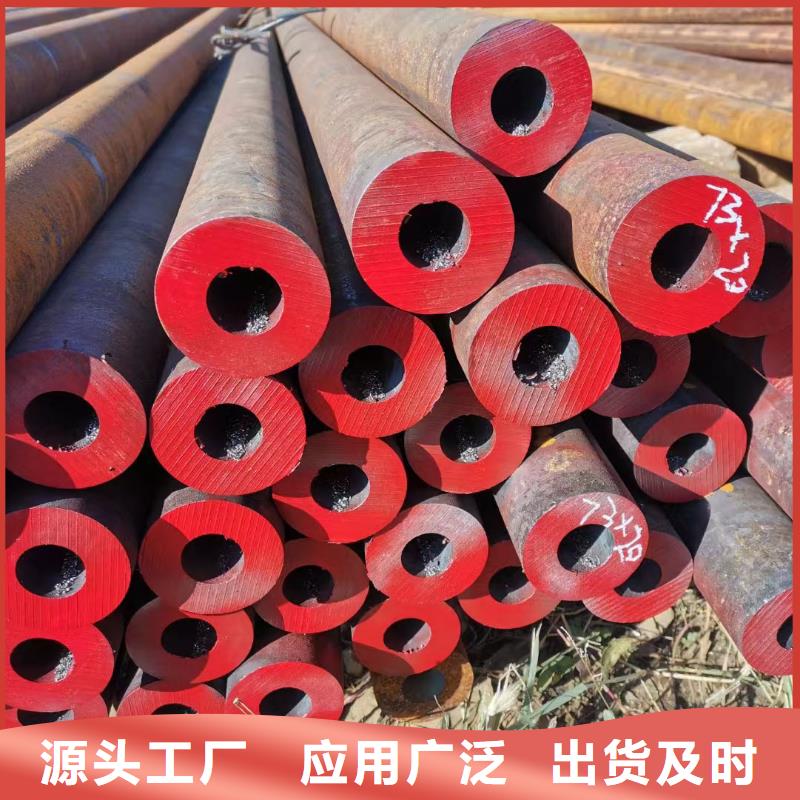
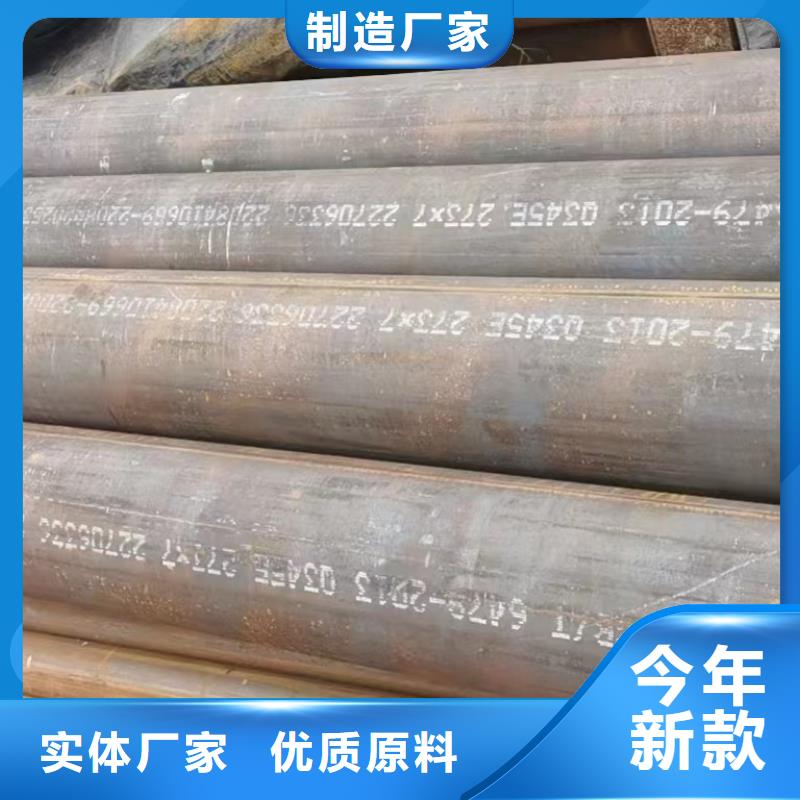
辽宁锦州无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有无缝管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。 辽宁锦州无缝钢管生产工艺都是比较丰富的,一般是按照相应的步骤进行加工和生产的: ①热轧无缝钢管主要生产工序(△主要检验工序): 管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库


辽宁锦州无缝钢管厂家市场在哪里,预计2023年世界经济增长亦有可能超出预期,的钢材需求的外部环境也不会太差。预计随着欧美通胀率高位回落,海外库存拐点将在二季度出现,致使海外需求于下半年恢复。山东聊城无缝钢管厂家市场在哪里,因此今年下半年是钢材出口相对乐观,环比来看要好于上半年。由此预计2023年中的钢材出口,尤其是机电产品出口带动的钢材间接出口,其韧性仍在,其出口形势亦超出预期。单位地区生产总值能源消耗和单位地区生产总深V放确保完成 下达指标,为全省碳达峰奠定坚实基础。到2030年,单位地区生产总值能源消耗和单位地区生产总值二氧化碳排放的控制水平继续走在全国前列,非化石能源消费比重达到35%左右,顺利实现2030年前碳达峰目标。其中,与钢铁行业相关的要求如下以湛江、韶关和阳江等产业集中地区为重点,严格执行产能置换,推进存量优化,“高、精、尖”钢材生产能力。优化工艺流程和燃料、原料结构,有序引导短流程电炉炼钢发展,辽宁锦州无缝钢管厂家市场在哪里,发优质、高强度、长寿命、可循环的低碳钢铁产品。推广先进适用技术,降低化石能源消耗,推动钢铁副产资源能源与石化、电力、建材等行业协同联动,探索开展非高炉炼铁、氢能冶炼、二氧化碳捕集利用一体化等低碳冶金技术试点示范。到2030年,长流程粗钢单位产品碳排放比2020年降低8%以上。



辽宁锦州无缝钢管钢管按生产方法可分为两大类:无缝钢管和焊接钢管。 辽宁锦州无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和挤压管等。 辽宁锦州无缝钢管用优质碳素钢或合金钢制成,有热轧、冷轧(拔)之分。 辽宁锦州焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。 辽宁锦州焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等。无缝钢管可用于各种液体、气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道等。



浩铭物资有限公司以服务广大 辽宁锦州小口径无缝钢管客户为宗旨,面对日渐残酷的竞争市场与逐步完善的 辽宁锦州小口径无缝钢管市场机制,对我公司内部各方面进行了调整,优化了公司各部门之间的协同作战及协调能力。采取灵活多变的措施,努力做到适应市场的变化节奏,减少中间环节,提高劳动效率,给客户以真诚、的回报,以答谢新老客户的厚爱。


无缝钢管除锈防腐工艺流程介绍:除锈是管道防腐工艺中重要的一项内容,目前除锈方法有很多,像人工除锈、喷砂除锈以及酸洗除锈等等。其中人工除锈、机械除锈以及涂装除锈(防腐刷油)是相对常见的除锈方式,以下就这三种除锈工艺的具体操作要求为您作简单介绍。辽宁锦州无缝钢管人工除锈 用刮刀、锉刀将管道、设备及容器表面的氧化皮、铸砂除掉,再用钢丝刷将管道、设备及容器表面的浮锈除去,然后用砂纸磨光,较后用棉丝将其擦净。第二、辽宁锦州无缝钢管机械除锈先用刮刀、锉刀将管道表面的氧化皮、铸砂去掉;然后一人在除锈机前,一人在除锈机后,将管道放在除锈机内反复除锈,直至露出金属本色为止;刷油前,用棉丝再擦一遍,将其表面的浮灰等去掉。第三、辽宁锦州无缝钢管防腐刷油管道、设备及容器阀门,一般按设计要求进行防腐刷油,当设计无要求时应按下列规定进行:1、明装管道、设备及容器必须先刷一道防锈漆,待交工前再刷两道面漆,如有保温和防结露要求应刷两道防锈漆; 2、暗装管道、设备及容器刷两道防锈漆,第二道防锈漆必须待 道漆干透后再刷,且防锈漆稠度要适宜; 3、 埋地管道做防腐层时,若在冬季施工,宜用橡胶溶剂油或航空汽油溶化30甲或30乙石油沥青,重量比:沥青∶汽油=1∶2,防腐涂漆的方法一般有两种:①手工涂刷:手工涂刷应分层涂刷,每层应往复进行,纵横交错,并保持涂层均匀,不得漏涂或流坠;②机械喷涂:喷涂时喷射的漆流应和喷漆面垂直,喷漆面为平面时,喷嘴与喷漆面应相距250~350mm,喷漆面如为圆弧面,喷嘴与喷漆面的距离应为400mm左右,喷涂时,喷嘴的移动应均匀,速度宜保持在10~18m/min,喷漆使用的压缩空气压力为0.2~0.4MPa。

