以下是:数控等离子切割机,光纤激光切割机多年实力厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
以下是:数控等离子切割机,光纤激光切割机多年实力厂家的图文视频
数控等离子切割机,光纤激光切割机多年实力厂家,华宇诚数控科技有限公司专业从事数控等离子切割机,光纤激光切割机多年实力厂家,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:武汉江夏区庙山工业园特1号发货到江西省 九江市 庐山市、浔阳区、武宁县、修水县、永修县、德安县、星子区、都昌县、湖口县、彭泽县、瑞昌市、共青城市,以下是数控等离子切割机,光纤激光切割机多年实力厂家的详细页面。 江西省,九江市 九江市位于江西省北部,长江中下游南岸,赣、皖、鄂、湘四省交界处,总面积19084.61平方千米,截至2022年,全市常住人口457万。九江市地处长江、京九铁路两大经济开发带交叉点,是中国首批5个沿江对外开放城市之一,是东部沿海开发向中西部推进的过渡地带,华东与华中的连接点,号称“吴头楚尾、三江之口、七省通衢”与“天下眉目之地”,有“江西北大门”之称。
我们的数控等离子切割机,光纤激光切割机多年实力厂家视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:数控等离子切割机,光纤激光切割机多年实力厂家的图文介绍


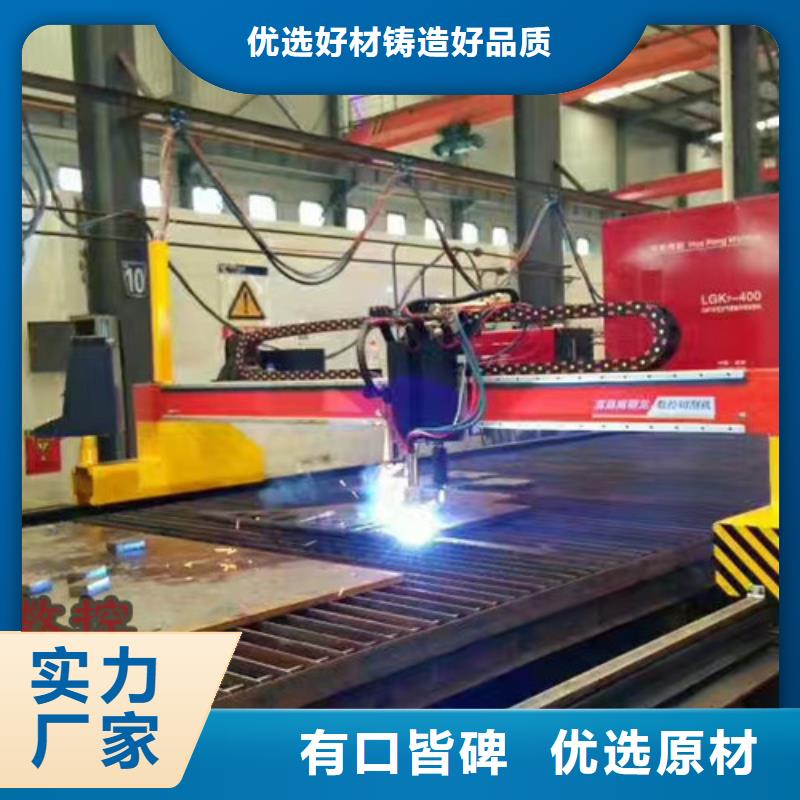
在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!



1、 江西九江光纤激光切割机排名质量保证首先从技术着手,从 江西九江光纤激光切割机排名产品选型上满足用户要求,我们将提供技术成熟,并且经过实践检验运行稳定、性能可靠的 江西九江光纤激光切割机排名产品;
2、严格制定 江西九江光纤激光切割机排名工艺措施,严格执行,要求操作者按图纸标准要求和工艺文件进行自检,专职检验严格把关,不合格的 江西九江光纤激光切割机排名产品杜绝出厂;
3、在安装期间派技术人员常驻现场,进行技术服务,指导安装质量,及时与甲方和监理公司部门沟通,发现问题及时解决;


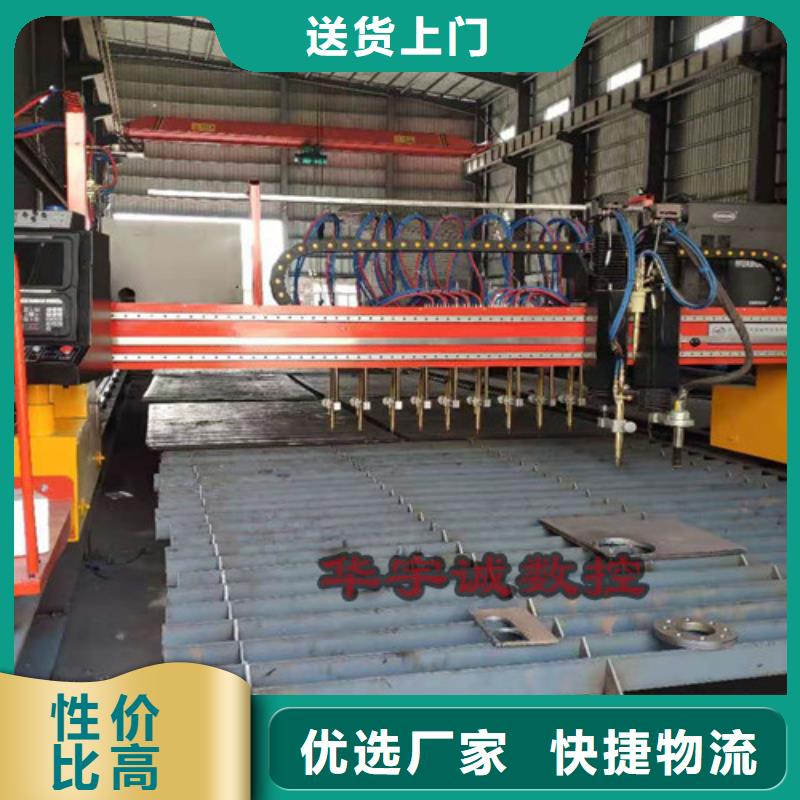
数控等离子切割机主要的应用领域为:不锈钢、铸铁、铜、铝及其他有色金属的板材等,主要用于平面切割非规则图形,理论上只要用AUTOCAD能画出来的图形就能切割(半径小于2倍等离子割缝宽度的图形无法切割)。一台完整的数控等离子切割机主要由等离子发生器,数控系统,机床和供气装置(空气压缩机)几部分组成。等离子发生器及其割炬组直接决定切割质量,数控系统及机床直接决定切割精度,供气装置直接影响切割质量,也是等离子发生器工作的必备条件。
数控等离子切割机在切割速度及切割范围上都较火焰切割有所改善,加上近年来等离子切割技术的成熟完善,市场上也有越来越多的用户企业选择等离子切割方式,相比传统的切割方式来看,等离子切割具有率、高精度和高稳定性等优点,尤其适合于大批量生产加工及高精度切割要求,另外从成本角度来看,由于去掉了切割燃气费用,等离子切割相对成本更为经济,特别是应用于大批量加工生产的时候,其加工成本控制将更为明显。



数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)

在江西省九江市采购数控等离子切割机,光纤激光切割机多年实力厂家请认准华宇诚数控科技有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:-18986290037,QQ:1051088151,地址:江夏区庙山工业园特1号)。