


珩磨管的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:珩磨管的图文介绍


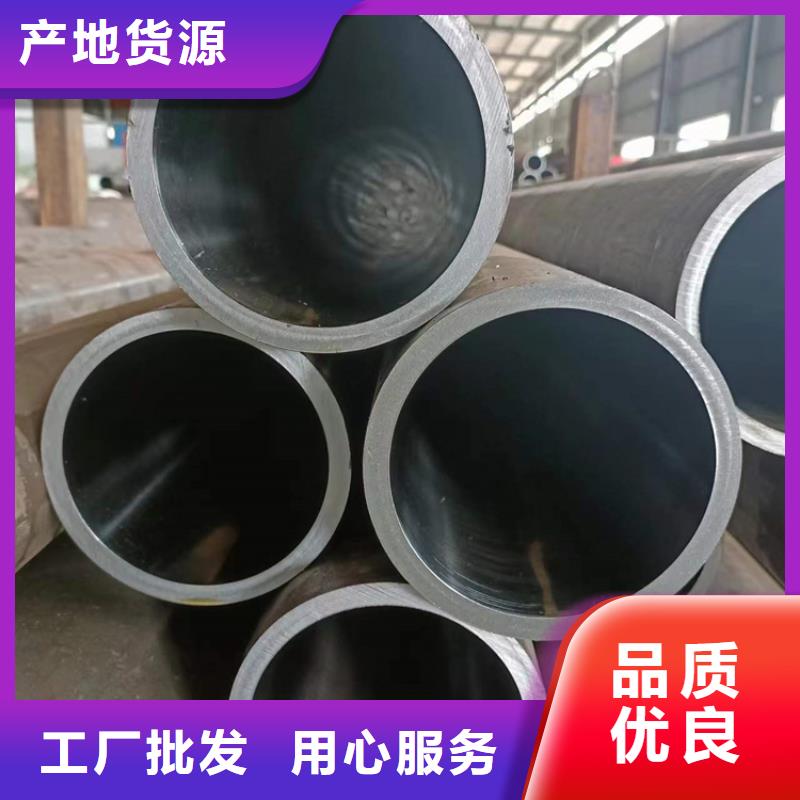
河北廊坊企业旺旺珩磨管绗磨管油缸管大口径绗磨管筑底反弹的可能 国内大口径绗磨管供应继续增加,需求有所下滑,库存延续下降态势,故五月份建筑大口径绗磨管呈现重心下移的弱势震荡调整态势。经历了一个月的阶段性调整,产量隐隐有出现拐点的迹象,需求虽有下滑,但并未表现出明显的淡季特征,供需格局同步变化背景下,库存和成本对价格的支撑仍在。 目前建筑钢材市场仍处于高产量,低库存,低利润,高成本的格局之中,价格震荡态势难以改变。初步预计6月份国内大口径绗磨管震荡运行,或存在筑底反弹的可能。公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管油缸管)。公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn、27SiMn及部分低合金钢,标准GB8713-88。



在当前国内外 河北廊坊不锈钢油缸管激烈的市场竞争中,安达液压机械有限公司本着“诚信为本、客户至上、精益就精、质量优先”的立业宗旨,一如既往地提高现有 河北廊坊不锈钢油缸管产品质量,不断努力提高现有 河北廊坊不锈钢油缸管产品质量,不断努力研究开发适用于客户要求的 河北廊坊不锈钢油缸管产品,完善售后服务,保证用户运行而无后顾之忧。愿与各界朋友精诚合作,共谋发展!


河北廊坊企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差



河北廊坊企业旺旺珩磨管绗磨管油缸管绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
