



为了给您提供更的优质DN300球墨铸铁管-DN300球墨铸铁管厂家产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:优质DN300球墨铸铁管-DN300球墨铸铁管厂家的图文介绍
格瑞管业有限公司集研发、制造、销售 四川乐山球墨铸铁管为一体的服务系统,是 四川乐山球墨铸铁管。多年来以优质的产品、合理的价格、创新的经营方式、快捷的售后服务,赢得了全国二十几个省、市、地区广大用户的好评。产品已销布全国各地,并远销国外。我厂一直秉持品质卓越的理念,以优质的品质与合理的价位回顾顾客。全力提高产品水准,为客户提供方便便捷的服务。以诚信求发展,创高品质产品,坚定客户的成功才是我们的未来。



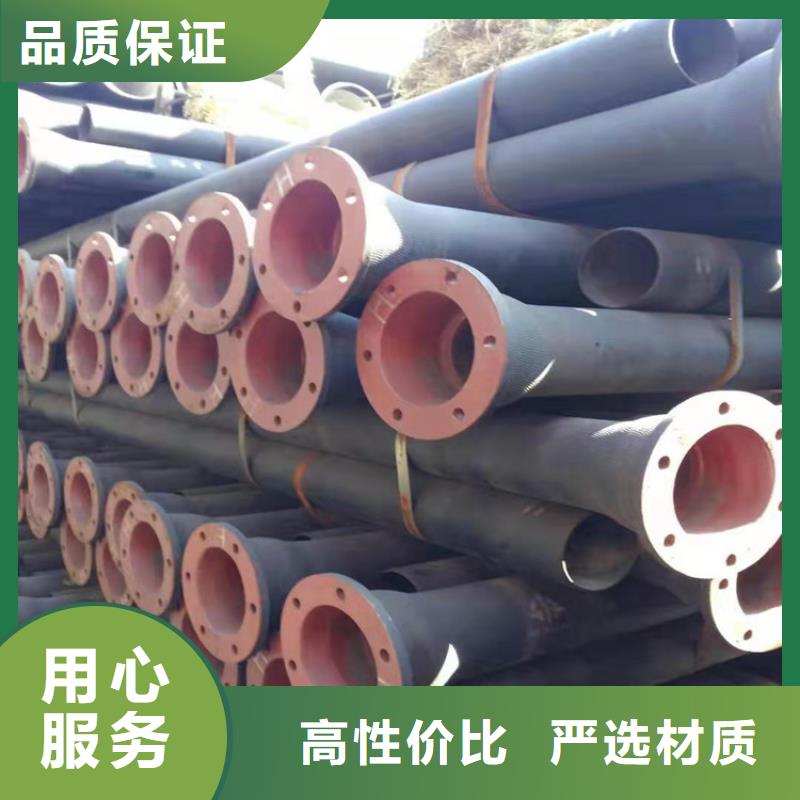
球墨铸铁管批发,一站式供应,价格透明,欢迎咨询。以往球墨铸铁(cast iron)管与钢管的连接有两种方法:(1)DN300以下的采用机械接口配件进行连接;(2)采用钢制双套进行连接、接口形式为油麻膨胀水泥接口(一般在DN300以上使用,DN300以下较少用)。球墨铸铁管价格具有运行可靠,破损率低,施工维修方便、快捷,防腐性能优异等,以适用于非开挖施工,广泛应用在过河、穿路、穿越建筑的管线施工中。在施工过程中我们发现:如采用机械接口形式,在压力较高的区域经常会出现配件被水冲跑而漏水;如采用油麻膨胀水泥接口,一方面劳动强度比较大,同时水泥接口为刚性接口,在沟槽基础较差、回填质量稍差及外加荷载较大的的情况下经常会出现接口损坏的情况,而且采用水泥接口也相应延长了工期。针对这种情况,我们经过研究(research)和试验总结出了一种较为实用的方法——钢制标准管转换法。即制作外径与球管插口外径相同的钢制标准管,将标准管焊接在卷板钢管上,然后将钢标准管插入球管承口按图2所示方法进行安装。如果是球管插口与钢管相接,则在相接处增加一个球铁双套,然后再用标准管进行转换即可。这样不仅 化减少了劳动强度(strength)、加快了施工进度(Pace),同时也提高了试压成功一次的可能性和供水的可靠性。



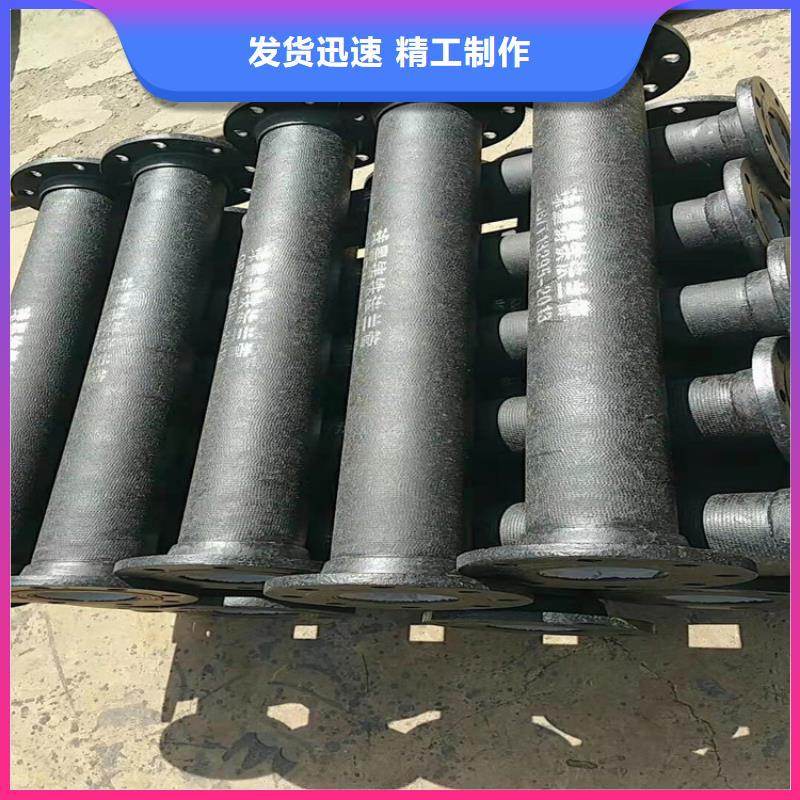
二、现代防腐工艺:根据球墨铸铁管输送介质的不同,埋入土壤的土质不同,管道环境不用,对管道的内外防腐都有不一样要求。随着具有各种特性的化工原料出现,球磨铸铁管的内外防腐技术也在不断发展。适应不同环境、适用不同输送介质的耐腐蚀球磨铸铁管纷纷出现在管道施工现场。比较成熟的有管外喷涂环氧彩漆、管内衬聚脲、管内衬环氧陶瓷。(一)管外喷涂环氧彩漆管外喷涂的环氧彩漆为双组分液体环氧涂料,使用高压无气喷涂技术,喷涂厚度0.3mm,颜色可以根据客户要求配制不同颜色。喷涂前铸管需要预热到70摄氏度。(二)管内衬聚脲管内衬聚脲为双组分防腐涂料,喷涂厚度一般不小于1mm。其固化速度快,快10s凝胶,10分钟可达步行强度。用于球墨铸铁管内壁防腐时,铸管需要预热到70摄氏度,铸管内壁需要采用G17或者G24钢砂进行抛丸处理,达到Sa2.5。内壁必须光洁、无油污、重皮、氧化皮、锈斑等影响聚脲粘附力的缺陷。喷涂设备选用美国GRACO的专用聚脲喷涂机。在DN80-300规格的铸铁管内喷涂聚脲,需要使用国内研发的专用小管喷枪。(三)管内衬环氧陶瓷球墨铸铁管内喷涂的环氧陶瓷是一种三组分的防腐涂料,涂层厚度不小于1.2mm。A料为液体环氧树脂,添加大量石英粉;B料为聚胺类固化剂;C料为催化剂。三种原料的体积比为100:100:1。喷涂后铸管需要继续旋转,大约40分钟后,环氧陶瓷达到表干程度,可以停止铸管旋转,进行静至固化。固化时间根据外界温度不同在4~16小时内变化。固化后,防腐层致密光滑,坚如陶瓷,因此命名为环氧陶瓷。其具有很好的耐水、抗腐蚀和电绝缘性。环氧陶瓷分为黑陶和白陶两种。黑陶用于输送污水;白陶可用于输送饮用水。由于此种涂料内含有大量石英粉,一般的喷枪使用寿命短,因此,需要采用甩盘式喷涂。


球墨铸铁管的质量由什么决定的呢?当然是含硅量决定球墨铸铁管的质量了, 含硅量对球墨铸铁管的机械性能影响很大,比如硅可以改变石墨 球的大小、分布和圆整度,可以细化石墨球,会使基体塑性、强度提高; 硅在退火过程中可以促进渗碳体分解,生成铁素体,提高球墨铸铁管的塑性和延展性;硅还可以溶解在铁中并强化金属基体,提高球墨铸铁管的硬度和强度。 因此球墨铸铁管中的硅主要是以孕育的方式加 入。为了更好的发挥硅的作用,在生产中硅以三次孕育的形式加入:首 先是球化包内孕育,其次是随流孕育,然后是管模粉孕育。并且这三次 孕育都以瞬时孕育的效果******,因此在球化包内孕育前炉内的硅要调 质到一个合适的量,由实验表明炉内的硅一般调到0.8 —丨.2%之间,如 果炉内的硅调到低于0.8^,在球化包内就要加入更多的孕育剂,这球墨铸铁管 样 球化后的铁液降温太大,不利于浇注;如果炉内的硅调到高于丨.2%, 在球化包内加入的孕育剂相对就会减少,这样孕育效果就会大大降 低,并且硅在高温的炉内还会被烧损,其反应方程式为51+2^01=5102结果会使铸管中的终硅量减少,影响铸管力学性能。


