以下是:数控钢筋锯切套丝生产线为您服务的产品参数
| 产品参数 |
|---|
| 产品价格 | 18000 |
|---|
| 发货期限 | 24h |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 产品规格 | JMGSX-500 |
|---|
| 发货城市 | 长葛 |
|---|
| 产品产地 | 河南 |
|---|
| 可售卖地 | 全国 |
|---|
| 型号 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名称 | 金属带锯床 |
|---|
| 材质 | 金属 |
|---|
| 品牌 | 河南建贸机械 |
|---|
以下是:数控钢筋锯切套丝生产线为您服务的图文视频
数控钢筋锯切套丝生产线为您服务,建贸机械 有限公司为您提供数控钢筋锯切套丝生产线为您服务,联系人:赵艳杰,电话:13298459090、13298459090,QQ:2060712089,请联系建贸机械 有限公司,发货地:许昌老城镇发货到江苏省 连云港市 连云区、新浦区、海州区、赣榆区、东海县、灌云县、灌南县。 江苏省,连云港市 连云港市,古称海州,江苏省辖地级市,Ⅱ型大城市,是新亚欧大陆桥东方桥头堡,中国首批沿海开放城市,全国性综合交通枢纽,“一带一路”交汇点强支点城市。位于中国沿海中部,东濒黄海,西与徐州市、宿迁市相连,南与淮安市和盐城市毗邻,北与山东省日照市、临沂市相邻;截至2022年,全市下辖3个区、3个县,土地面积7615平方千米,海域7516平方千米,常住人口460.05万人。
为了让您更地了解我们的数控钢筋锯切套丝生产线为您服务,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:数控钢筋锯切套丝生产线为您服务的图文介绍


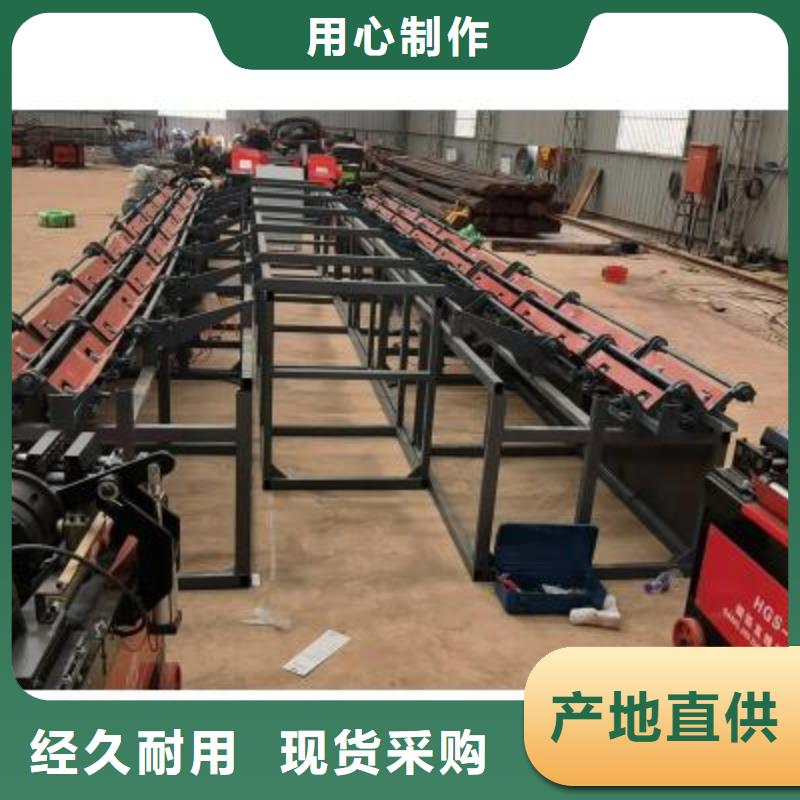
江苏连云港锯切套丝生产线原料存储架采用大吨位存储,并可 与棒材自动上料机配合使用,实现上一个循环尚未结束时就可进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全 部由机械完成,大幅度提 高了效率;钢筋输送滚采用V 型耐 磨辊进行,起到了耐 磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效。生产线配置清单1主筋上料机构 1套 主筋承料架,可载重2吨,提高功效、减轻劳动强度2 锯切前自动输送机构 1套 主筋自动传送,链条滚轮输送3数控液压锯床 1套 采用伺服自动定尺、液压自动夹紧与送进,PLC数字控制,精度高;锯条宽度400MM,可并排一次锯切14根28MM钢筋,率。4锯切后自动输送机构 1套 主筋自动传送,链条滚轮输送5双侧自动翻料机构 1套 由多组气动支撑组成,自动翻料6滚丝成料平台 2套 可载重2吨,提高功效、减轻劳动强度7打磨成料平台 2套 可载重2吨,提高功效、减轻劳动强度8电控系统 1套



客户的支持就是我们的成功,随着公司的持续发展,建贸机械 有限公司在 江苏连云港智能张拉机厂家产品研发、技术、产品销售、售后服务等方面均有长足的进步,并将持续贯彻“追求产品零缺陷”的质量方针,为广大客户提供更为满意的 江苏连云港智能张拉机厂家产品和服务。


滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。2、该机床具有整体结构刚性强、精度稳定、故障率低、可靠性好的优点,是钢筋直螺纹连接丝口处理加工利器。缝隙。



,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
杜绝采取加深钻孔深度的代替清孔。钢筋笼要对中。首浇砼量的问题。首浇砼埋管深度不得小于~m。埋管深度不管灌注如何顺利,好不超过m,多放宽至m。砼灌注标高控制到设计标高m以上。



锯断面
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。
数控钢筋锯切套丝生产线为您服务,建贸机械 有限公司专业从事数控钢筋锯切套丝生产线为您服务,联系人:赵艳杰,电话:13298459090、13298459090,QQ:2060712089,发货地:老城镇,以下是数控钢筋锯切套丝生产线为您服务的详细页面。