


联系我们

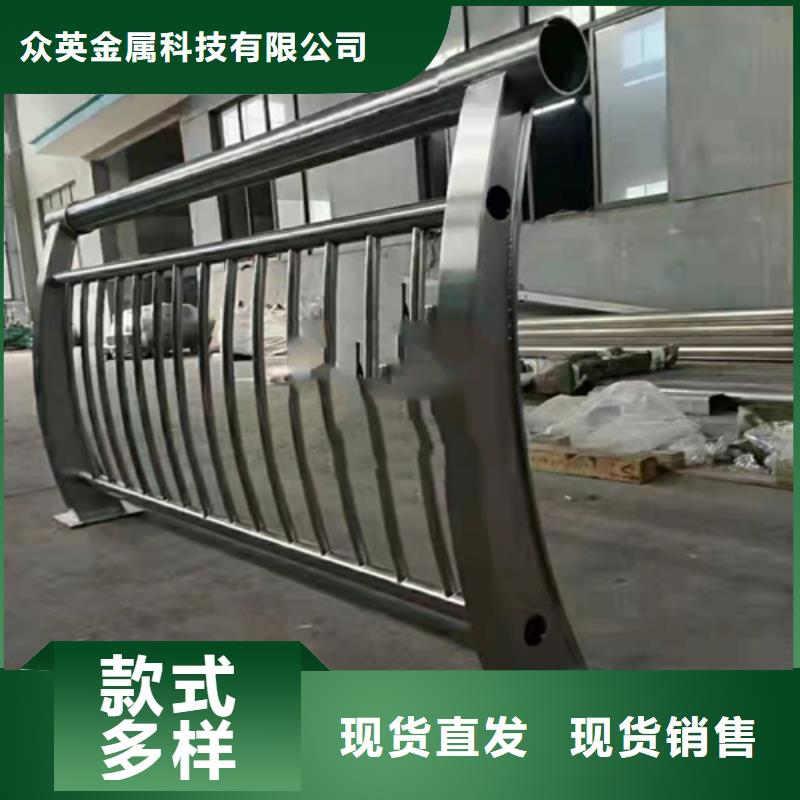
不锈钢复合管【道路防撞护栏】用心做好每一件产品
更新时间:2024-11-08 21:48:04 浏览次数:8 公司名称:聊城 众英金属科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 68/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 16000 |
| 运费说明 | 面议 |
| 最小起订 | 10米 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 不锈钢,碳钢 |
| 产品品牌 | 众英 |
| 产品规格 | 米 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 图纸 |
| 产品颜色 | 定制 |
| 适用领域 | 桥梁,道路 |
| 产地 | 山东 |
| 品牌 | 众英 |
| 材质 | 不锈钢和Q235 Q345B |
| 是否全新 | 是 |
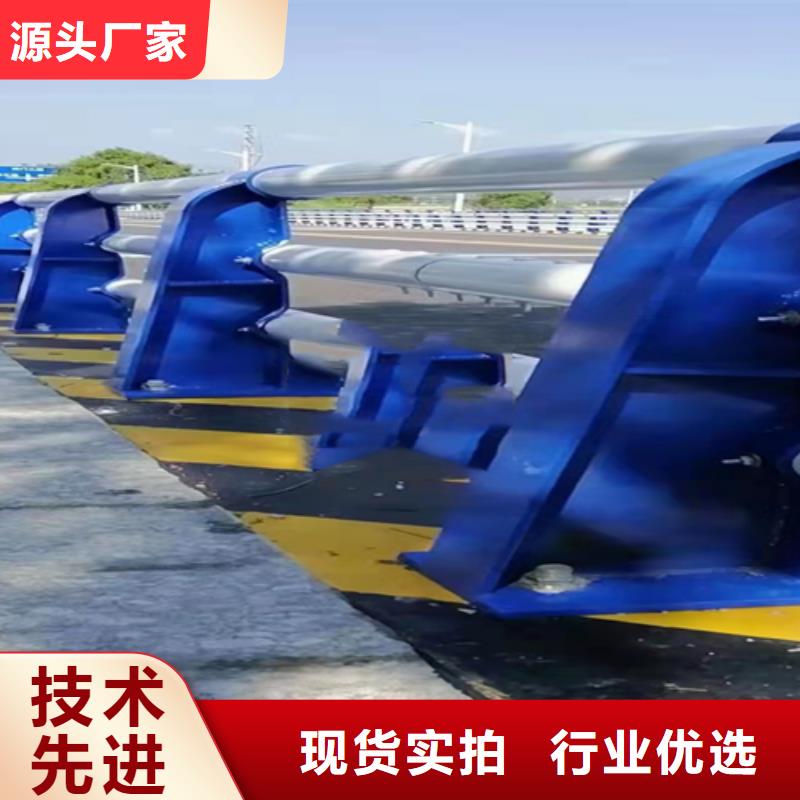




众英金属科技有限公司经销批发的【江苏连云港镀锌喷塑防撞栏】在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。众英金属科技有限公司经销的【江苏连云港镀锌喷塑防撞栏】品种齐全、价格合理。众英金属科技有限公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!


锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W



不锈钢复合管是一种新型金属复合材料,具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。那么不锈钢复合管有哪两种焊接措施呢:
首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。
其次是既保证复合层对齐又减少焊接缺陷,是用坡口机制备坡口,并将内径扩张为等径,坡口两边各剥出1—2毫米复合层,直观地使复合层对齐,用氩弧焊打底,但焊肉不得超过复合层厚度。目的是用焊肉将基层与复合层间隙覆盖,防止油或锈产生的气体进入下道焊缝熔池中而使焊缝产生气孔缺陷。
双金属不锈钢复合管的优势与其它防腐措施相比有如下独特的优势:
、能较好实现旧油管的修复再用,因为该工艺对内壁要求不严,尤其是对于那些被腐蚀成麻抗的钢管内壁,衬层在高压撑胀力的作用下会紧紧贴附于麻抗底部,也就是说对于凹凸不平的钢管内表面防腐,是该工 艺的强项,其它工艺则无法实现。
第二、该管具有很好的整体性,不会出现龟裂、撬皮等现象,可轻易实现内衬层厚度均匀;自身强度高、韧性好,康振颤、抗弯曲、不易划伤,利于搬运及在恶劣条件下的作业等有利条件。
第三、对基管的前期处理要求不严,不需要严格清洗,因为它是机械复合,只要两接触面没有多余杂质即可,因此能降低制造成本;
第四、连接方便,可实现任意连接工艺,尤其是焊接,这是任何一种防腐措 施所无法比拟的;抗高温,该管可在700℃以下的环境中长期工作不变形,这也是其它防腐措施所不及的优势。
因此对于腐蚀严重的钢管,经修复加衬后仍可作为新管使用,这样以来减少了新管的投入,变废为宝,大大降低了生产成本。不锈钢复合管独特的优势决定了它的应用范围广。



5,过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。
6,焊接小直径不锈钢复合钢管时, 层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。
7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层终用低合金钢焊条填满底层焊缝。
8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。

