



我们的现场实拍视频将带您走进Q355B镀锌焊管市场电话产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:Q355B镀锌焊管市场电话的图文介绍


由于深海前沿地区剩余的大型油气田的开发和设计,创造了新的推动力,新的设备和管道布线技术也将再次进行。 山西临汾镀锌方管自动化焊接技术分析山西临汾镀锌方管的主要工业生产在海边管道层面。 这种超级技术的一个突出例子是水下管道的电焊问题。 某公司扩大了水下电焊舱的使用,将更换的管道连接起来,或者“用延中管热插进一根大口径钢管,电焊工作就是在套管内驱动冷水的自然环境” 山西临汾镀锌管在电焊表面保持稀有气体,以获得良好的焊接效果。本公司现采用一种钨极气体保护焊和氩弧焊在主根部。焊接泥浆实用为满足项目附加质量要求而投入运营,该企业还将其SPLIGE III资金投入使用,这是第三代水下焊接舱,可用于海底输油管道的连接和维修, 进行干气超标气压焊接,大口径钢管总直径可达36英寸以上,混凝土外5英寸以上,管道深度可达1000英寸。



苏沪金属制品有限公司将以顾客需求为导向,持续开展创新研发工作,致力成为 山西临汾09CuPCrNi-A钢板的领跑者,不断开拓创新,以技术为核心、以质量为保证,竭诚为您提供、、优质的产品和服务,促进 山西临汾09CuPCrNi-A钢板领域的革新与发展!


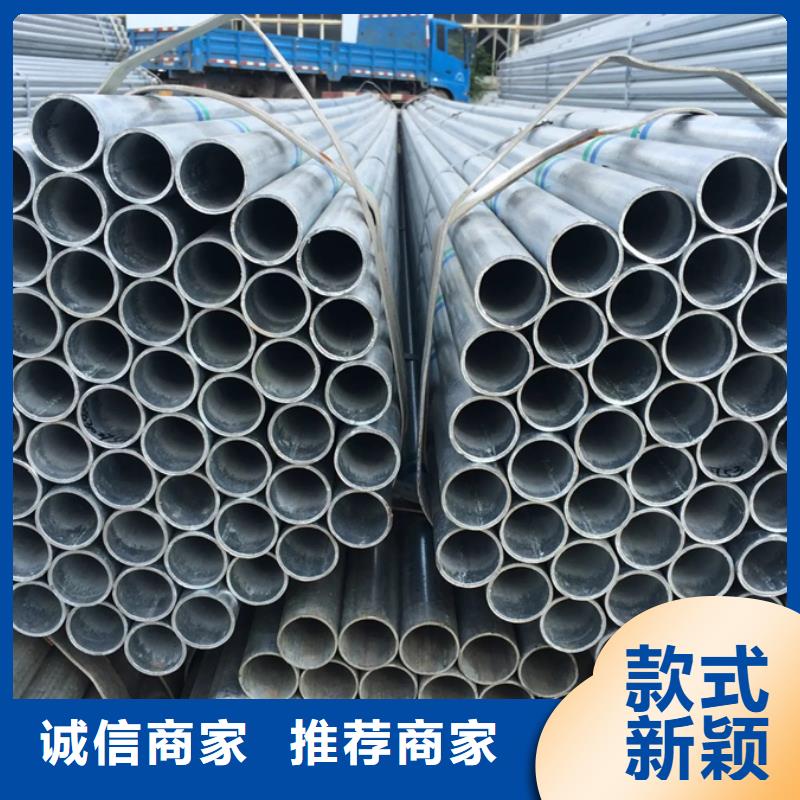
华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 山西临汾热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。



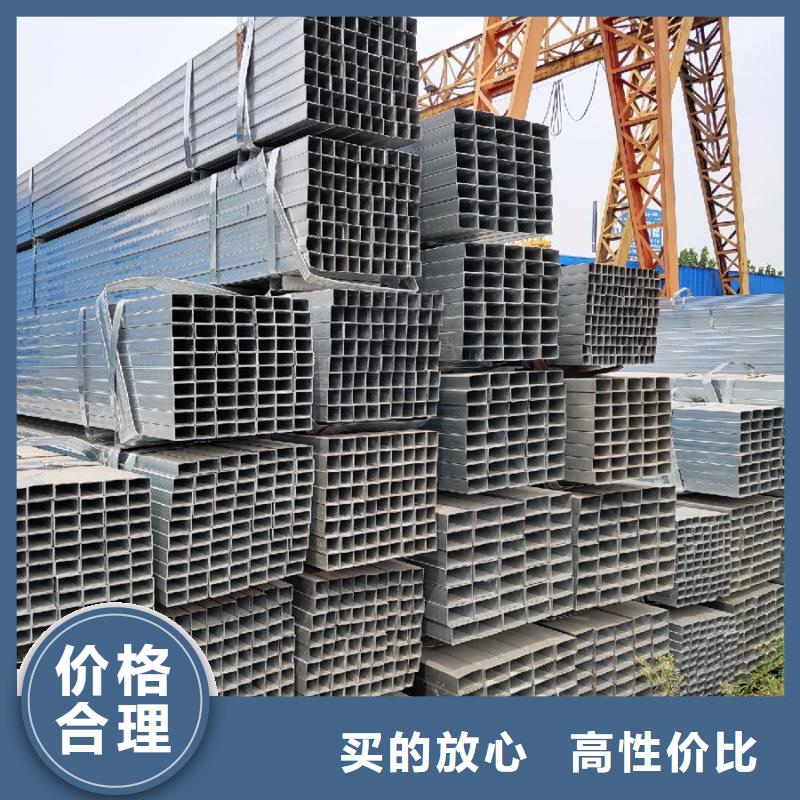
另外,山西临汾16mn镀锌方管等温工艺时间的长短应根据山西临汾镀锌方管结构更换的完成情况而定。 时间过长会降低工作效率,所以要认真完成。部分进行等温淬火的山西临汾镀锌方管不进行淬火处理。但对于部分经过终热处理的产品工件,其内部的残余马氏体在随后的空冷过程中可能会转变为奥氏体,因此需要进行淬火固溶,目的是为了去除延展性和为了 光滑的尺子,必须注意淬火温度应低于等温工艺温度。 山西临汾镀锌管热如何匀称制冷呢?热是制造中比较常见的原材料,对日常生活也有很大的帮助。其中,热厚壁不均匀,冷却不均匀。这个问题也有自己的解决方案。我们来说说厚壁怎么均匀冷却?这种不对称性现在可用于改善管的前端和后端,具体取决于条带的选择。 沿其整个宽度屏蔽器件可改善边缘温度不均匀性。此外,输送辊的倾角不易立即影响管体的对称冷却,倾角的变化是影响热通过的关键因素。


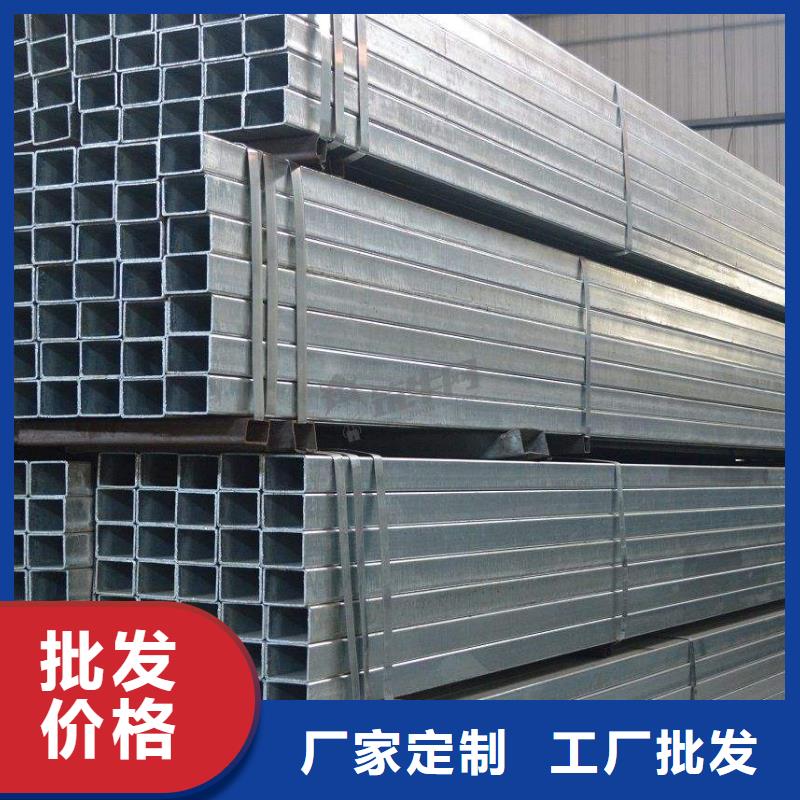
山西临汾镀锌管回弹补偿阶段:扇形块在阶段2的位置开始进一步减速,直至到达要求的位置,即工艺设计要求的回弹前钢管的内圆周位置。 稳压阶段:在扇形块弹回之前,钢管内圆周保持静止一段时间,是设备和扩径过程所需的稳压阶段。 卸荷回退阶段:扇形块在回弹前从钢管内圆周开始快速回缩,直至到达初始膨胀位置,即膨胀过程所需扇形块的小收缩直径。 在实际应用中,在工艺简化时,可以将步骤2和步骤3合并简化,对钢管扩管质量没有影响。 在国内,能生产X120直缝镀锌方管的宝钢、太钢在扩管时均采用了上述五段机械扩管技术。 设计制造各种规格型号的山西临汾镀锌方管模具,使产品形成系列化,在行业内享有较高的声誉。 今天镀锌方管厂家教你如何提高钢管的使用寿命:在钢基材上涂敷是常用的方法,也是各种方法中效果 的一种。镀锌大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。



