您的位置>首页 >临夏当地行业新闻News >
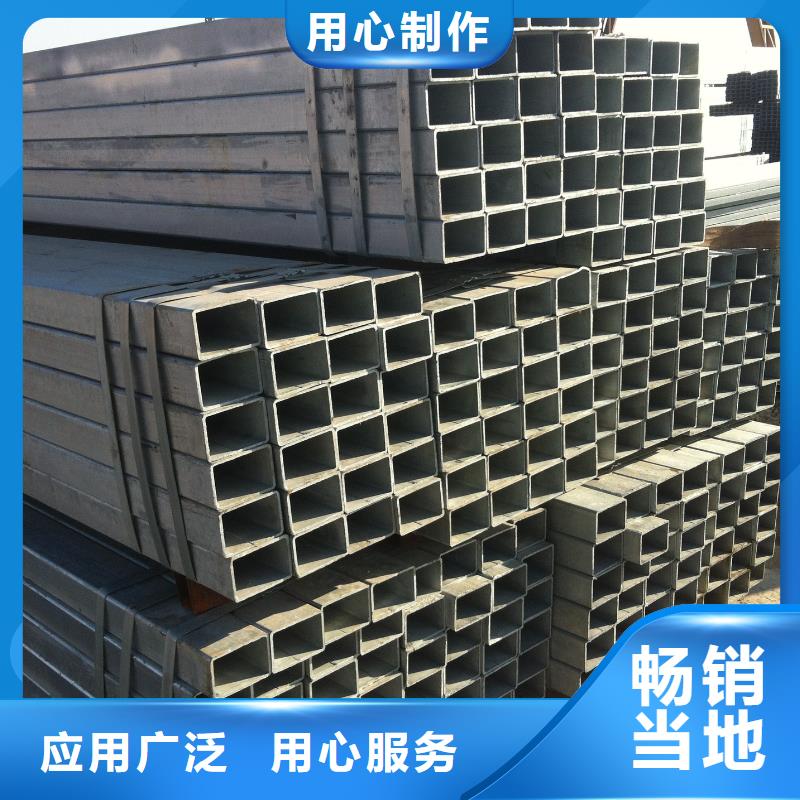
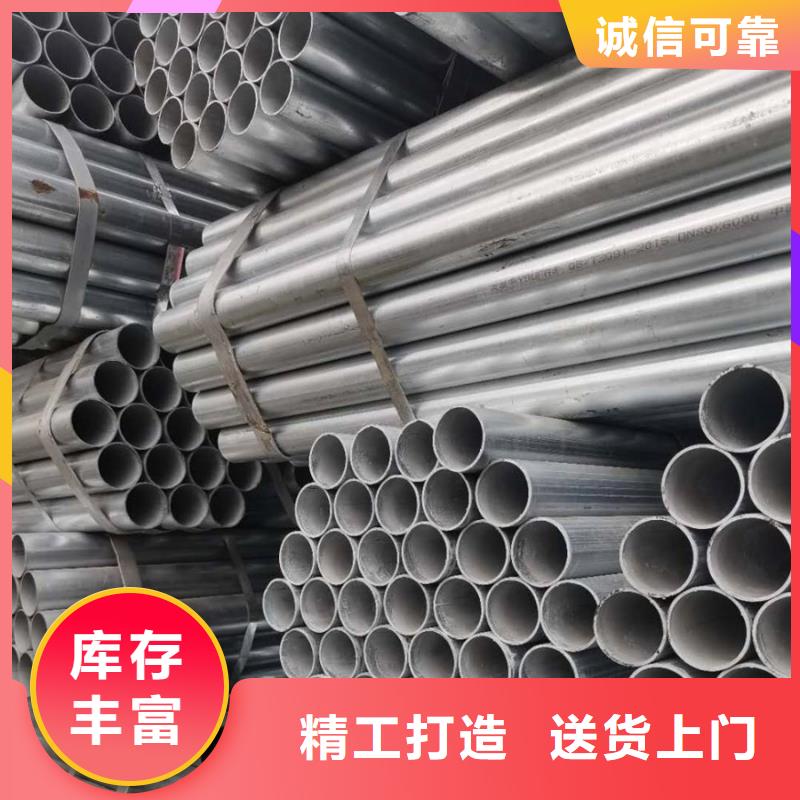
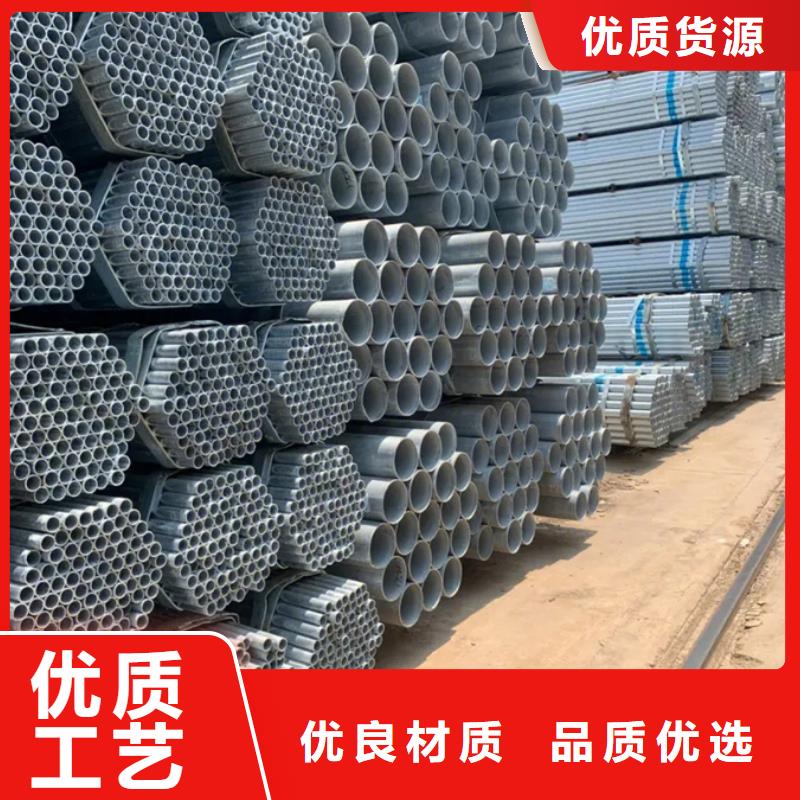
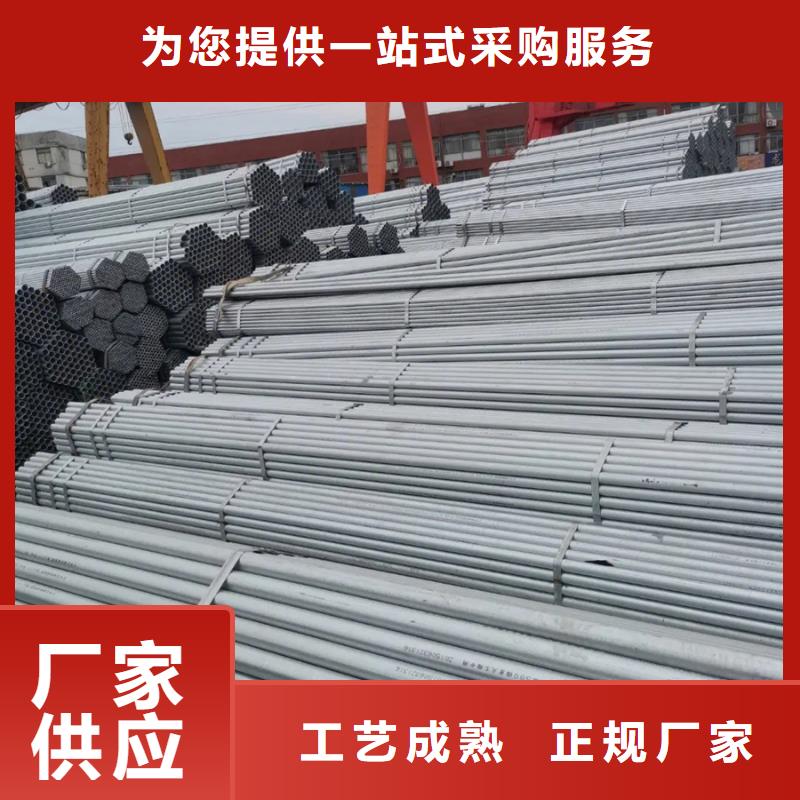
Q355B镀锌方管生产厂家厂家直销
发布时间: 2024-06-22 03:59:28 浏览次数:1
以下是:Q355B镀锌方管生产厂家厂家直销的产品参数
| 产品参数 |
|---|
| 产品价格 | 4800 |
|---|
| 发货期限 | 两天 |
|---|
| 供货总量 | 3000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 否 |
|---|
| 产品材质 | Q235B Q345B |
|---|
| 产品品牌 | 神悦 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 包头 |
|---|
| 产品产地 | 天津 |
|---|
| 加工定制 | 加工 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 镀锌 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 方形 |
|---|
| 适用领域 | 建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 无功率 |
|---|
| 工作温度 | 530 |
|---|
| 长度 | 3米 4米 5米 6米等 |
|---|
以下是:Q355B镀锌方管生产厂家厂家直销的图文视频
导读 Q355B镀锌方管生产厂家厂家直销_甘肃省临夏市苏沪金属制品有限公司,固定电话:13777556586,移动电话:13777556586,联系人:朱经理,QQ:13777556586,杭州德清升华库发货到临夏 发货到 甘肃省临夏市。 甘肃省,临夏回族自治州 临夏是中华文明的重要起源地之一,早在5000多年以前就有先民居住,自秦汉以来就设县、置州、建郡,古称枹罕,后改称河州。是我国新石器文化最集中、考古发掘最多的地区之一。马家窑文化、半山文化、齐家文化等文化遗址星罗棋布,因国家博物馆珍藏的“彩陶王”出土于临夏,被誉为“中国彩陶之乡”。有世界文化遗产炳灵寺石窟、世界非物质文化遗产民歌“花儿”,被誉为“中国花儿之乡”。2022年,临夏回族自治州地区生产总值408.6亿元,比上年增长6.0%。
准备好领略Q355B镀锌方管生产厂家厂家直销产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:Q355B镀锌方管生产厂家厂家直销的图文介绍

临夏苏沪金属制品有限公司自成立以来,始终遵循“科技向导,服务先行,诚信为本”的经营理念,坚持以客户的大利益为己任,注重 09CuPCrNi-A钢板产品的研发投入。严格按照ISO9000质量管理体系的标准运行,求精务实创新奋进,为各界客户提供符合各区域特点的优质 09CuPCrNi-A钢板产品及完美解决方案。



热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
总结 您是想要在甘肃省临夏市采购高质量的Q355B镀锌方管生产厂家厂家直销产品吗?甘肃省临夏市苏沪金属制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的Q355B镀锌方管生产厂家厂家直销产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:朱经理-13777556586,QQ:13777556586,地址:《德清升华库》。