
联系我们

当前位置:
聊城 安达液压机械有限公司
丽水当地频道中心
遂昌加工油缸管行情
更新时间:2024-11-08 09:00:48 浏览次数:2 公司名称:聊城 安达液压机械有限公司
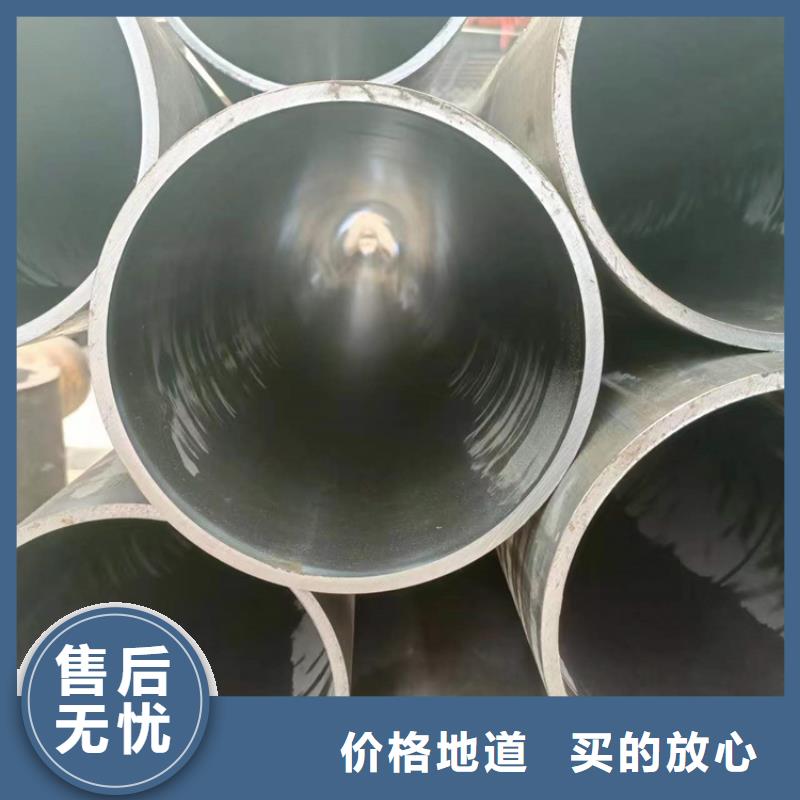
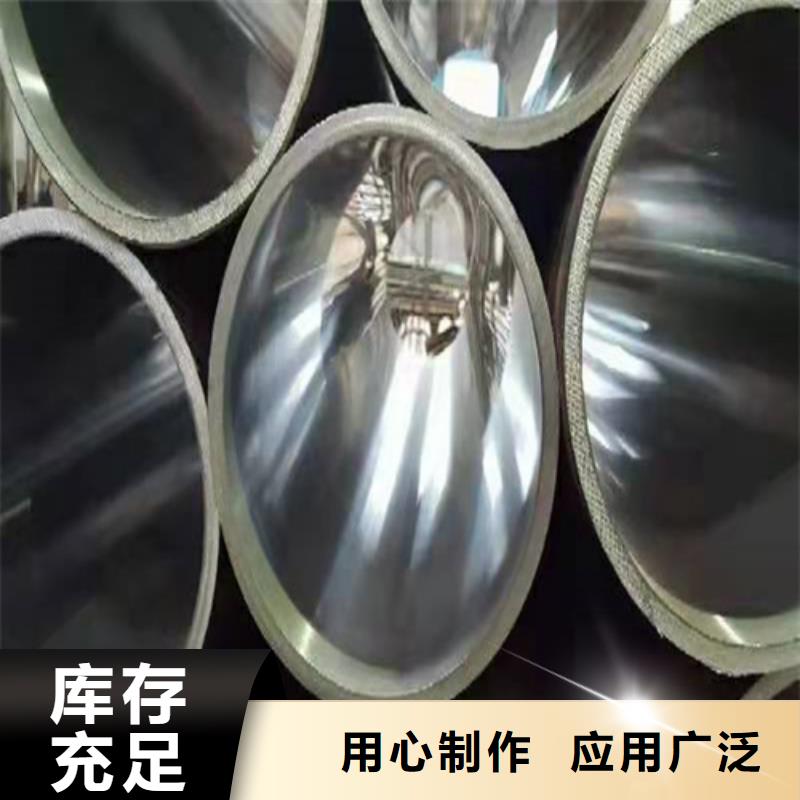
以下是:遂昌加工油缸管行情的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 适用领域 | 油缸 机械加工 |
| 是否进口 | 否 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |
以下是:遂昌加工油缸管行情的图文视频




遂昌加工油缸管行情,安达液压机械有限公司为您提供遂昌加工油缸管行情的资讯,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到浙江省 丽水市 莲都区、青田县、缙云县、遂昌县、松阳县、云和县、庆元县、龙泉市。 浙江省,丽水市 2022年,丽水市生产总值(GDP)1830.87亿元,比上年增长4.0%,其中,产业增加值117.71亿元,第二产业增加值705.91亿元,第三产业增加值1007.25亿元,分别增长4.4%、4.3%和3.9%。三次产业结构为6.4:38.6:55.0。人均GDP为72812元,比上年增长3.9%。
想要一睹遂昌加工油缸管行情产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:遂昌加工油缸管行情的图文介绍


浙江丽水企业旺旺珩磨管绗磨管油缸管精密绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr精密绗磨管的推广应用对节约钢材,提高加工工效,减少加工工序或设备投资有重要意义,可以节约 费用和加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本,对提高经济效益有重要意义。选用滚压油缸管的注意事项1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。2、提高工件表面粗糙度,采用滚压加工效果 。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面 小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。3、滚压油缸管材料软,塑性大,容易被滚压光。随着塑性降低,硬度的提高, 变形量随之减少。一般来说钢和铜的滚压效果较好,铸铁的效果较差。可锻铁,球墨铸铁比灰口铸铁的滚压效果要好。滚压铸铁件时,当铸件的材料硬度不均匀时,被滚压表面的缺陷(气孔、砂眼等)会马上显露出来。因此,当铸件表面缺隐较多,质量较差时不宜采用滚压工艺。4、滚压油缸管过盈量的大小对表面粗糙度和几何精度的影响很大。通过试验得知,合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为小。 过盈量受多种因素的影响,因此 过盈量的确定要根据具体条件多次试验来确定。滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。但用滚珠作为变形构件可降低整个滚压工具成本。而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。



我们从 浙江丽水不锈钢油缸管类型和客户需要出发,充分于施工工艺相结合,我们严格按照《 浙江丽水不锈钢油缸管质量标准》,规范施工验收。为了让企业走上市场,我们坚信“质量是灵魂,技术是生命”的宗旨,尽力于每一个 浙江丽水不锈钢油缸管都能让客户满意,品质源于专业。
★★★★★ 安达液压机械有限公司经营方针: 强化管理,技术创新。客户满意,力创。
★★★★★ 安达液压机械有限公司经营策略: 五心服务:设计服务——舒心 工艺服务——放心 施工服务——省心 喷涂服务——安心 绿色环保——定心
★★★★★ 安达液压机械有限公司企业精神: 我们追求创新,在科技发展瞬息万变的时代,只有 浙江丽水不锈钢油缸管产品的不断创新,员工观念的不断更新,企业实力的不断跃升,企业的发展才能更好。


浙江丽水企业旺旺珩磨管绗磨管油缸管绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



浙江丽水企业旺旺珩磨管绗磨管油缸管精密绗磨管的矫直处理 精密绗磨管的矫直主要分为热矫直和冷矫直,这过程中,温度的控制是关键。矫直温度过高,高精度绗磨管会出现因冷却不均咋成的瓢曲现象;价值温度过低,又会增加绗磨管的矫直抗力,增加矫直的难度。而且为了达到理想的矫直效果,可以针对不同的管材情况进行一次或多次的矫直。精密绗磨管采用的主要矫直方式有压力矫直、辊式矫直、张力矫直和拉伸弯曲矫直等等,不同的材料选用的矫直方式也有不同,虽然原理上有所区别,但是终的加工效果都是比较理想的。这样的话,精密绗磨管才能以高强的精度运用在各个场合。精密绗磨管先进的生产和检测设备是制造优质产品的必要保证,因此公司十分重视生产装备的现代化确保在行业的领先水平。采用国外先进技术制造的生产设备,轨机精密度高,生产品种规格广泛且规格灵活,较一般自动轨管机组更为先进,同时并配置先进的自动化控制系统及在线质量检测系统

遂昌加工油缸管行情_安达液压机械有限公司,固定电话:17706353138,移动电话:17706353138,联系人:高经理,QQ:3573482096,辽河路燕山路交叉口南500米东首 发货到 浙江省丽水市。