




我们为您呈现了丙烯酸聚氨酯面漆厂产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:丙烯酸聚氨酯面漆厂的图文介绍


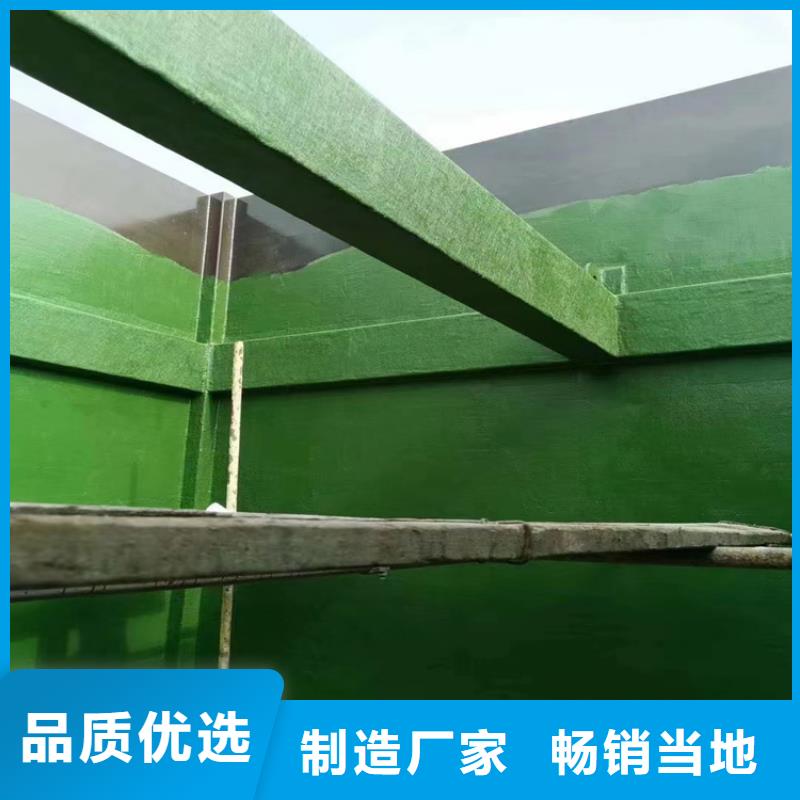
首先,我们先来说下 湖南娄底玻璃鳞片防腐胶泥有什么好处吧! 1 玻璃鳞片防腐胶泥是一种重防腐涂料. 2 玻璃鳞片防腐胶泥具备耐水,耐沸水,耐油,耐溶剂,耐高浓度酸碱盐的一种涂料,它具有三防的性能 3玻璃鳞片防腐胶泥的漆膜坚硬如铁,抗压耐磨,致密性良好! 4 玻璃鳞片防腐具备非常搞得看渗透性, 5 玻璃鳞片防腐胶泥具有其他防腐涂料不具备的高粘结强度. 6 玻璃鳞片防腐胶泥的施工十分方便(喷砂除锈-底漆沉底-胶泥-面漆防腐),另外它常温固化。 7 玻璃鳞片防腐胶泥生产时候我们采用真空搅拌机,其中不会有气泡! 其次,我们来介绍下玻璃鳞防腐胶泥有什么用途吧! 耐酸碱型玻璃鳞片胶泥试用环境广泛-主要用于脱硫塔 烟道 大型反应罐 反应池等! di一种是应用于热电厂,钢厂,化工厂等脱硫塔类型的烟筒和石油的储藏罐的防腐您可以选购环氧树脂玻璃鳞片高温和中温胶泥,因为区域不同,您要合理选择; 第二种是应用于污水处理厂等酸碱严重的处理池,化粪池,垃圾处理池等,您可以选购耐酸碱腐蚀的环氧玻璃鳞片中温和高温胶泥,因为它对酸碱的防腐系数要高于环氧树脂玻璃鳞片胶泥,您选购的时候要看清它的应用范围。 1进入现场根据施工现场要求定制脚手架、达到符合施工条件 2施工要点、施工温度在15-20度之间。湿度不能大于%80施工作业时先做底层、在做中层、 是面层。 3首先喷砂除锈、在除锈后12小时内涂刷封闭底漆、在底漆干后进行玻璃鳞片胶泥施工、玻璃鳞片胶泥施工采用抹涂的方法、一次抹厚度约1mm左右、一般分两次完成、后一道工序在前一层见干后进行。(一般间隔 )涂抹时,持刀与基层保持一定的角度、沿持刀的尖角按锐角方向推抹、尽量把胶泥和基础的气泡挤出、涂抹沿一个方向进行不得堆料摊抹。 4局部用玻璃丝布加强、如拉筋、阴阳角、整条焊口、从而确保这些部位的防腐层质量. 5 刷面漆。 6清理现场,拆卸施工工具,等待玻璃鳞片胶泥整体干燥,大约需要3--5天后,施工对象就可以进行投入使用!



万雄乙烯基环氧中高温玻璃鳞片胶泥防腐材料有限公司依靠数字化管理,可变换多种生产 湖南娄底渗透结晶防水涂料模式,能够高品质、率的解决大批量以及定制化生产要求。我们不断在 湖南娄底渗透结晶防水涂料领域探求,注重前沿科技、创新和 湖南娄底渗透结晶防水涂料产品研发,万雄乙烯基环氧中高温玻璃鳞片胶泥防腐材料有限公司注入源源不绝的新鲜生命力;致力为广大客户提供高品质、多元化的专业 湖南娄底渗透结晶防水涂料产品和服务。万雄乙烯基环氧中高温玻璃鳞片胶泥防腐材料有限公司成长的过程,就是服务客户和客户一起不断成功的过程。我们用心做好每一件事,满怀信心迎接每一次的挑战。


湖南娄底环氧玻璃鳞片防腐涂料是一种应用于埋地和水下铜质管道以及各种钢结构的防腐处理使用防腐涂料,用于各种混凝土结构的防渗漏及作为耐磨、防滑层使用。另外环氧玻璃鳞片防腐涂料还可以应用于钢质油、水、煤气储罐及化工窗口的内外壁防腐层。玻璃鳞片粒径的选择,不仅影响涂层的性能,而且影响涂层的施工性能,涂层的水蒸气透过率随玻璃鳞片的增大而降低,即玻璃鳞片的径厚比越大,涂层的耐水性就越好。在配方设计中,玻璃鳞片用量应有一个范围:5%-40%, 在此范围内采用水蒸气透过率测试法确定玻璃鳞片的用量。随着玻璃鳞片用量的增加,抗渗性反而有所下降,原因是过量的鳞片会造成涂层鳞片的无序堆积,使涂层 内部形成空隙、气孔等缺陷,影响涂层的致密性;若玻璃鳞片的用量不足,鳞片之间难以形成搭桥,重叠排列,则涂料的抗渗性会降低。所以,若玻璃鳞片的加入方 式不当,表面处理方式或偶联剂选择不当,反而会降低涂层的性能。玻璃鳞片在涂料中的含量一般在20%-40%较好,高于40%易产生沉淀结块,涂层气泡率增加,施工困难,耐蚀性反而下降。 环氧玻璃鳞片涂料施工: 表面处理: 将各种不锈钢、碳钢、铜、锌、铝 金属或者水泥、陶瓷表面得氧化皮、铁锈、油污、灰尘、旧漆图层等附着物彻底干净 ;处理机械表面浸渍物彻底干净,确保表面干燥。 已预涂车间底漆的物件应除去油污、浮尘; 混凝土表面得,将表面的浮尘、油脂和污垢等杂质彻底清理干净,使表面平整、干燥。 涂装过程: 1、 在机械漆涂装前须充分搅匀,施工以喷涂为主,也可用刷涂、 辊涂等方法。(单组份搅拌均匀直接涂刷) 2、 金属表面除锈后,或混凝土表面除污后4小时内,应尽快进行 道涂装。 对于边、角、焊缝和切痕等容易产生膜厚不足的部位,应先刷涂一道,然后再进行大面积的机械漆涂装,以保证凸出部位的漆膜厚度。 3、 机械漆涂刷要均匀。 干燥方法: A 自然干燥,25度,实干48小时,完全固化6天。 对于一般工厂、罐区、设备等自然干就可以达到极强的防腐效果。 或者B:自然干燥25度,12小时后, 60度烘1h, 150度烘1 小时。 对于反应釜内壁、装酸的容器、罐子、罐子等,*按照B处理具有更好的耐酸性能。 C:自然干燥25度,12小时后, 60度烘1h, 90度5小时。 4、二道涂刷间隔:短2小时,长不限


