
联系我们

当前位置:
【多麦金属】高锰耐磨耐候钢板生产厂家 >
眉山本地行业热点
复合耐磨板厂家/堆焊耐磨钢板10+10价格
更新时间:2024-11-15 09:08:24 浏览次数:13 公司名称: 【多麦金属】高锰耐磨耐候钢板生产厂家
以下是:复合耐磨板厂家/堆焊耐磨钢板10+10价格的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 600/平米 |
| 发货期限 | 1天 |
| 供货总量 | 50000 |
| 运费说明 | 电议 |
| 最小起订 | 1平方 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 多麦金属 |
| 产品规格 | 1400*3400 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 支持 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 适用领域 | 矿山 机械 水泥 火电厂 |
以下是:复合耐磨板厂家/堆焊耐磨钢板10+10价格的图文视频



复合耐磨板厂家/堆焊耐磨钢板10+10价格,【多麦金属】高锰耐磨耐候钢板生产厂家为您提供复合耐磨板厂家/堆焊耐磨钢板10+10价格的资讯,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310发货到四川省 眉山市 东坡区、仁寿县、彭山区、洪雅县、丹棱县、青神县。 四川省,眉山市 2022年,眉山市地区生产总值1635.51亿元,增长3.8%。
复合耐磨板厂家/堆焊耐磨钢板10+10价格的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:复合耐磨板厂家/堆焊耐磨钢板10+10价格的图文介绍

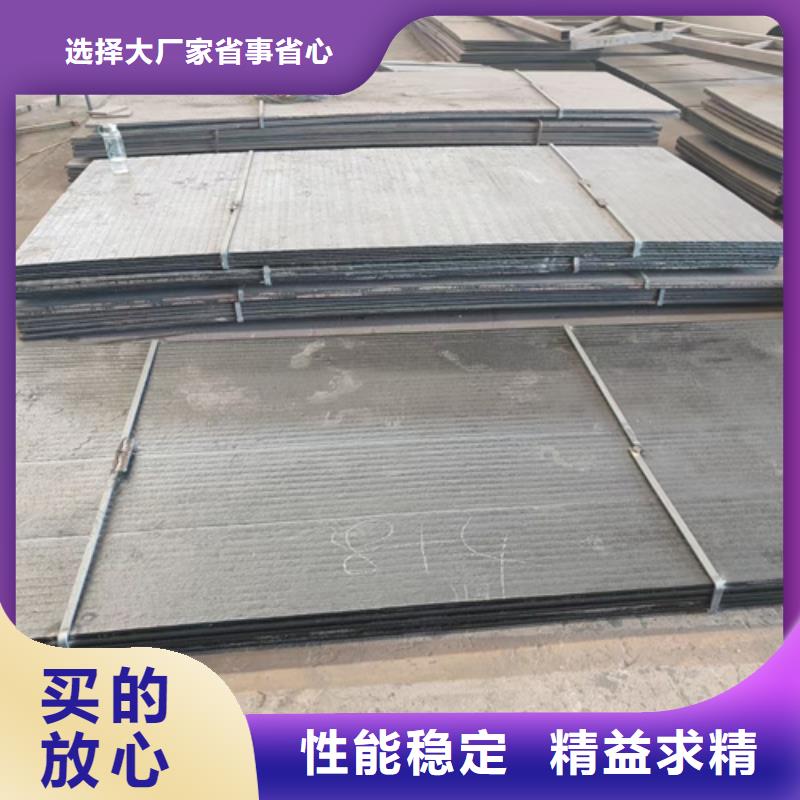
双金属钢板广泛的应用于石油、四川眉山附近化工、四川眉山附近机械、四川眉山附近能源、四川眉山附近核电等行业,生产中较易出现以下表面质量问题:1、四川眉山附近轧制压坑对中时中夹板与中板边部摩擦,造成边部毛刺等飞溅到中板表面,形成表面轧制压坑。2、四川眉山附近炉底辊压坑炉底辊受到高温气体和载荷等多重作用,极易出现表面结瘤,造成中板下表面压坑。3、四川眉山附近矫直机压坑矫直过的碳钢氧化皮,在矫直双金属钢板过程中易形成中板表面压坑。措施:1、四川眉山附近轧制压坑对于10mm以上的厚规格中板轧制时,待钢板咬入轧机后应打开夹板,减少夹板与双金属复层钢板边部的摩擦,避免边部毛刺等的压入。2、四川眉山附近炉底辊压坑炉底辊材质,将原来的耐热合金炉底辊 换车管石棉辊。3、四川眉山附近矫直机压坑生产中双金属钢板前检查矫直辊子是否粘结铁鳞,并及时进行清理。复合耐磨钢板


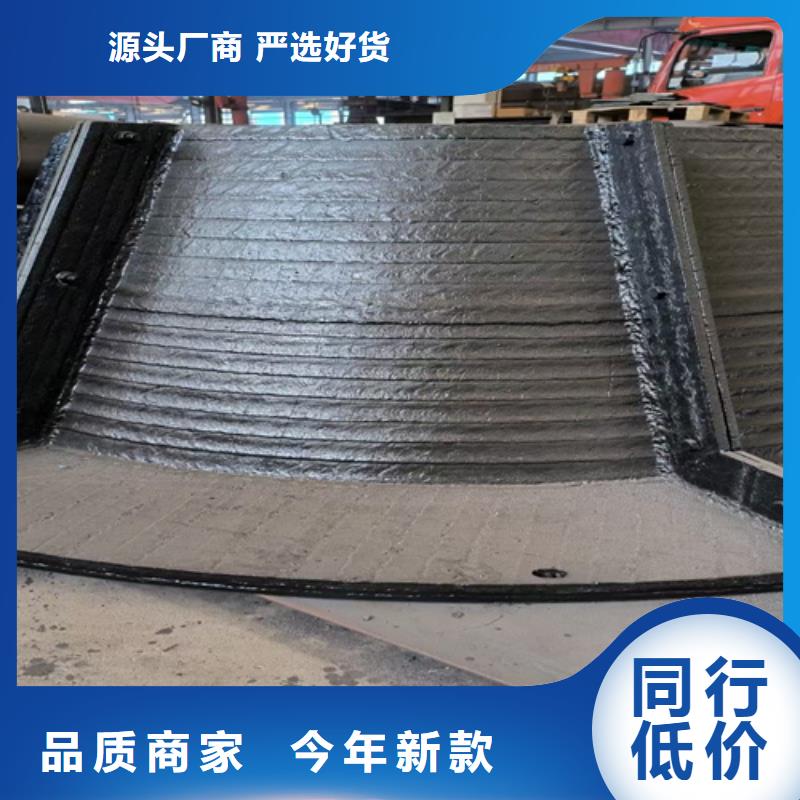
煤仓是燃煤火力发电厂制粉系统中的重要组成部分, 在大 中型机组电厂中,主厂房煤仓多数采用型钢和钢板制成。 由于物料在仓内流动,其与仓壁钢板的摩擦易使板壁受损,同时钢板表面粗糙易造成堵煤。 因此,煤仓内壁在设计时都考虑加设1 层耐磨强度高于普通钢板且表面光滑的KNM60耐磨钢板做煤仓衬板,以延长煤仓使用年限,降低维修率。1、四川眉山切割:可用等离子切割、四川眉山碳弧、四川眉山砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2、四川眉山开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。3、四川眉山焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。4、四川眉山塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。5、四川眉山螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接。复合耐磨钢板



【多麦金属】高锰耐磨耐候钢板生产厂家成立于2007年,拥有自主研发生产等部门,为不断满足 四川眉山Q460C钢板市场与客户的需求,公司不断引进专业的研发人才及先进的生产设备。可按客户要求研发生产各系列 四川眉山Q460C钢板产品。为保证产品品质,公司制定有一系列完整的生产工艺规范,及对所有供应商与物料都有严格的甄选与管控制度。以限度从源头管控品质,确保所有物料及工艺均符合相关的标准要求。公司的目标就在于通过持续提供新产品响应市场需求,坚持以“诚信为本,以质取胜”的经营理念,奉行“客户至上”的经营方针,已得到客户广泛的认同和信任。竭诚为广大新老客户提供优质的 四川眉山Q460C钢板产品、完善的服务,而保持行业地位。


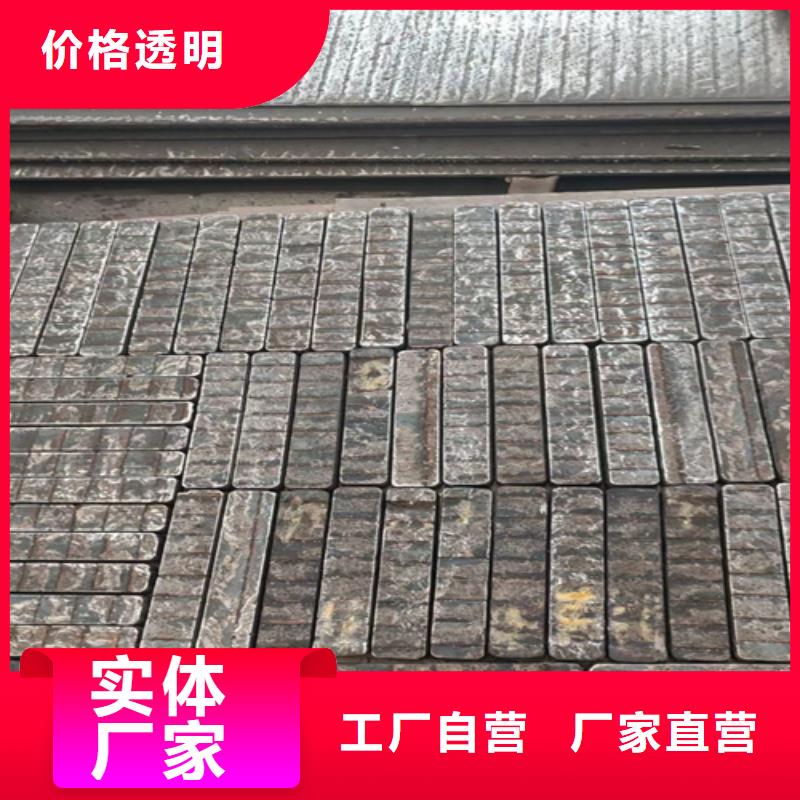
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、四川眉山送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



在四川省眉山市采购复合耐磨板厂家/堆焊耐磨钢板10+10价格请认准【多麦金属】高锰耐磨耐候钢板生产厂家,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:朱经理-13821827773,QQ:1946909636,地址:经济技术开发区创业大厦B塔310)。