



我们精心制作的dn800球墨铸铁管件厂家现货产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
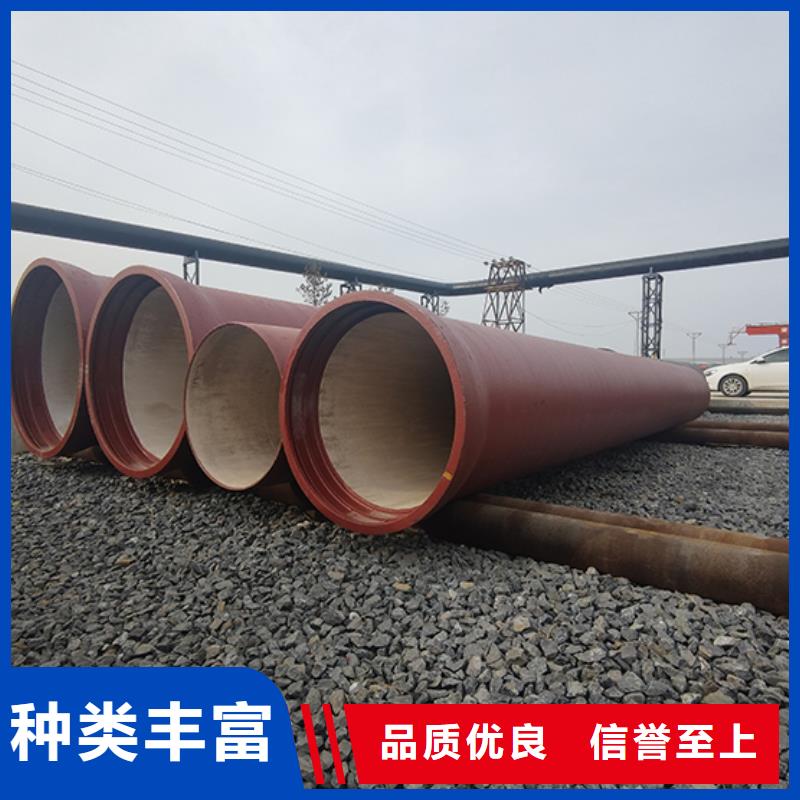
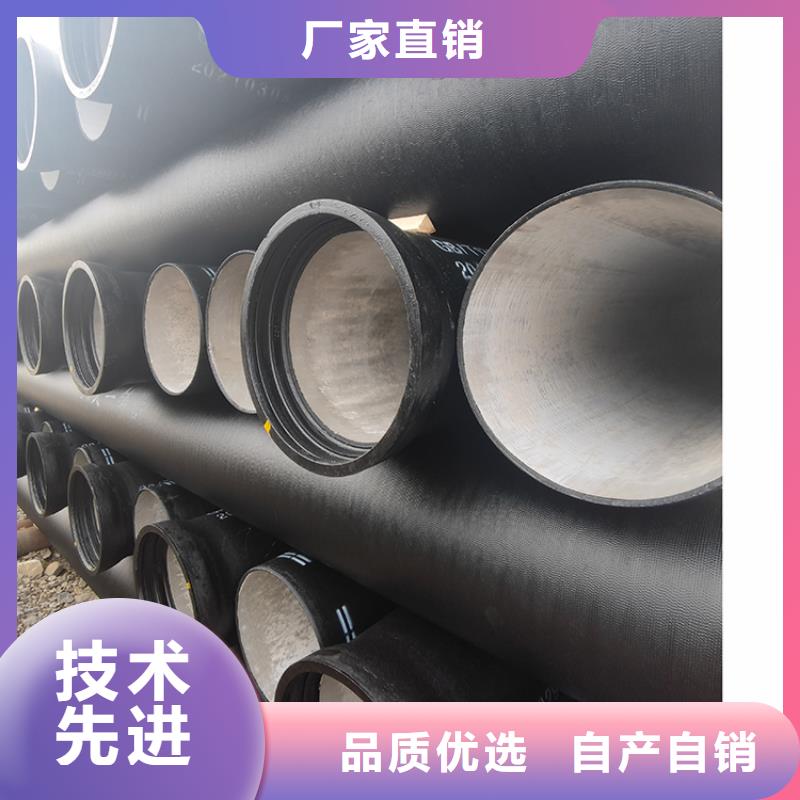
以下是:dn800球墨铸铁管件厂家现货的图文介绍

K9球墨铸铁管属于国标标准符合GB/T13295-2013标准,适用于高压管道的使用一般试验水压为1.6mpa。具有较强的耐腐蚀效果,柔性抗震,T型接口安装方便快捷。标准有效长度6米每根采用天然橡胶圈密封,在与K7标准的球墨管相比就是壁厚较薄一般适用于工程的低压管道的使用。我公司根据用户的需要可来样加工定做,能有效的节约工程成本和人工成本。球墨铸铁管件采用真空消失模浇筑工艺质量标准符合ISO2531-2013标准,现生产的规格有DN100到DN1600口径的球墨铸铁管及配套管件。


鑫福兴管业有限公司主营产品: 福建三明DN600球墨铸铁管等。我公司以合理的价格、周到的售后服务赢得了市场的信誉。我公司始终将客户的利益放在前面,深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提高公司效益,降低成本。我们的销售和设计人员会仔细聆听您的要求和需要,根据您的要求和需要进行设计和制造,帮助您获得满意的产品。诚挚欢迎新老朋友前来参观考察指导合作,发挥各自优势,携手共进,再创辉煌!



以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径, 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。 球墨铸铁管


球墨铸铁管K9级能承受多大压力要看球墨铸铁管的口径是多大的,一般能承受16kg。在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。特点:球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善。具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。


