

准备好领略止水紫铜片来厂考察产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:止水紫铜片来厂考察的图文介绍



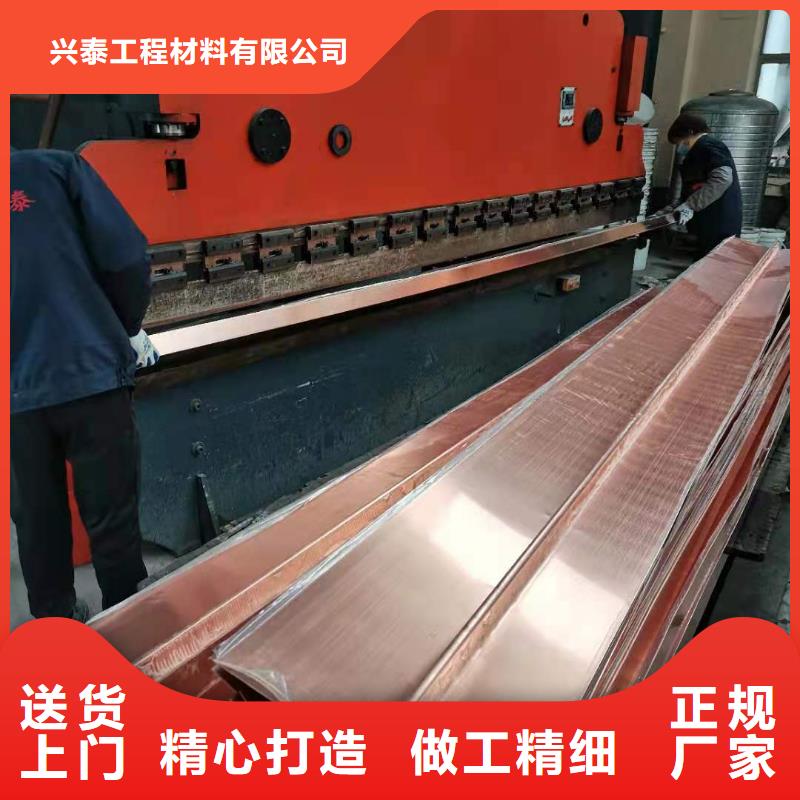
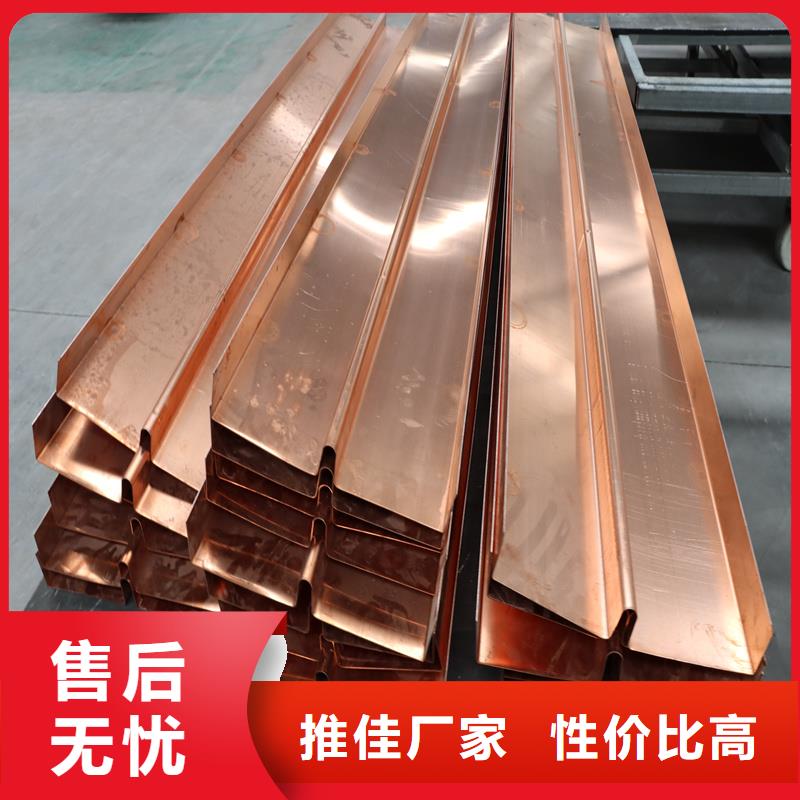
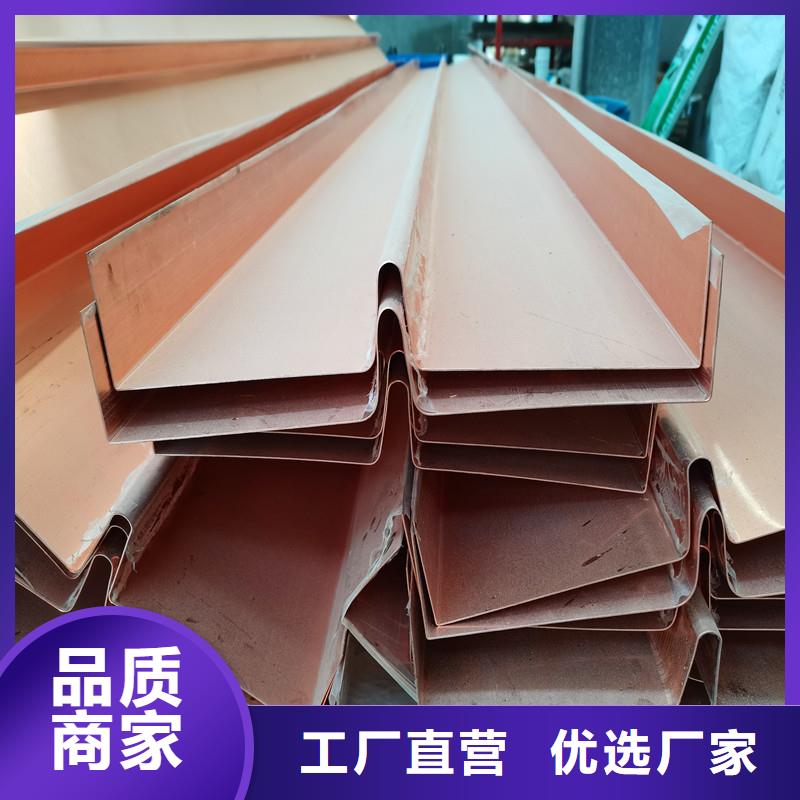
隧道止水,采用铜止水和橡胶止水相结合的方法,华尔网铜止水在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且。 隧道铜止水带拼焊施工要点如下: 1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料; 2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量; 3、选择合格的一次性成型的止水铜带; 4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量; 5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。  铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。



兴泰工程材料有限公司始终秉承研发带动生产,生产促进研发的循环发展理念,严把 江西上饶网状聚丙烯纤维质量关,价格关,售后服务关,得到广大新老客户信赖。我们将一如既往,以更好的 江西上饶网状聚丙烯纤维产品,更优的价格,更及时到位的服务来回馈广大新老客户,与您携手共同走向我们美好的明天。


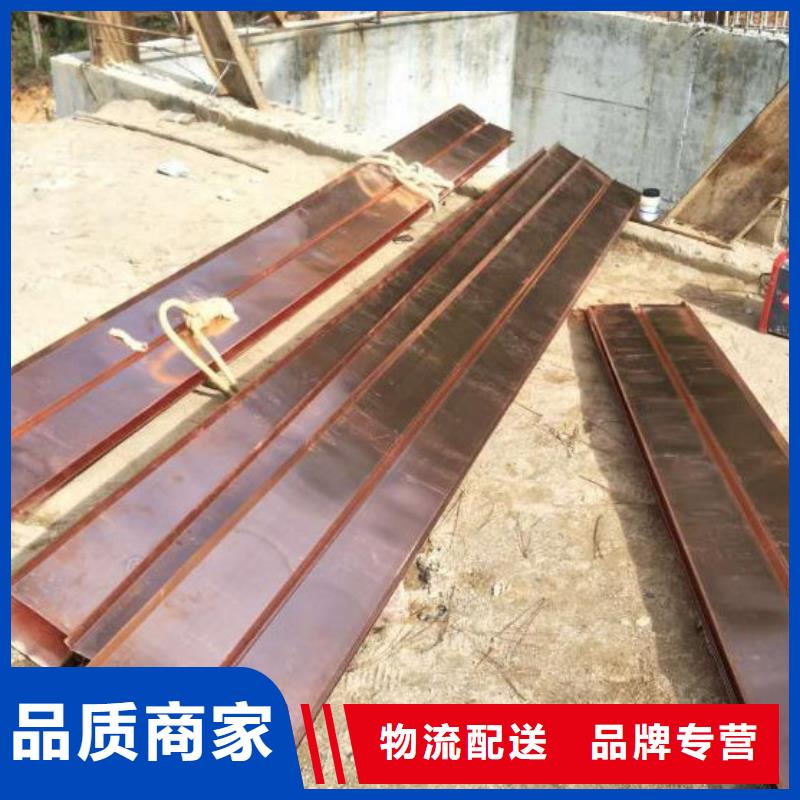
铜止水片(是由紫铜或纯铜生产加工而成),华尔网铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。



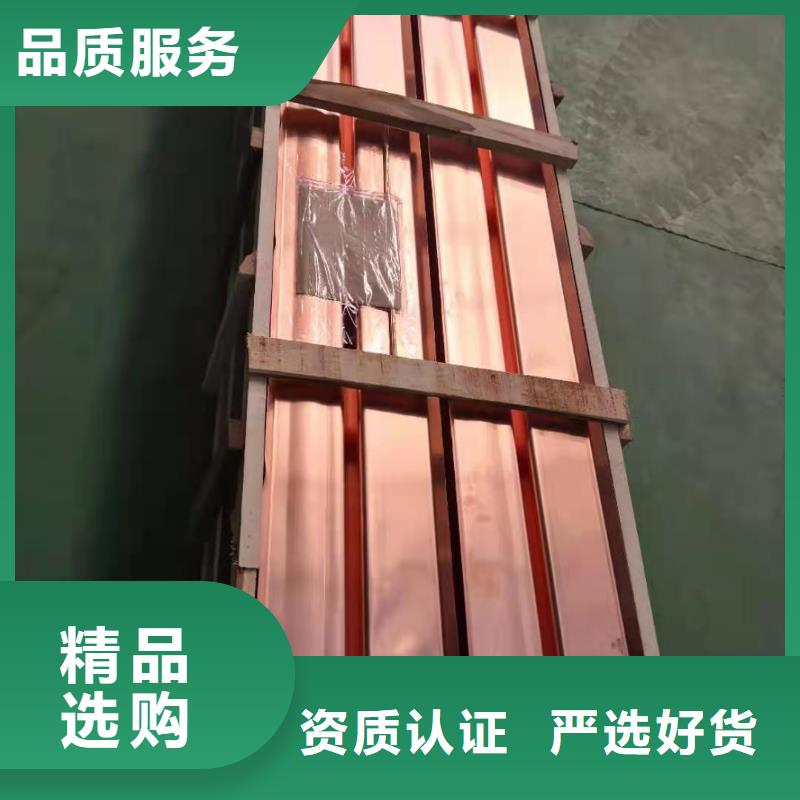
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。 止水接头现场焊接施工工艺及方法 华尔网铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在 焊粉中,焊粉采用气剂301. B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷; 或砂纸去除表面油污和吸附的气体。 C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成 脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。 D、焊前首先将焊件预热:预热温度为400 500‘C。 E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷, 同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。
