



我们为您呈现了一部精彩绝伦的小口径研磨管产品视频,让您感受产品的独特之处。
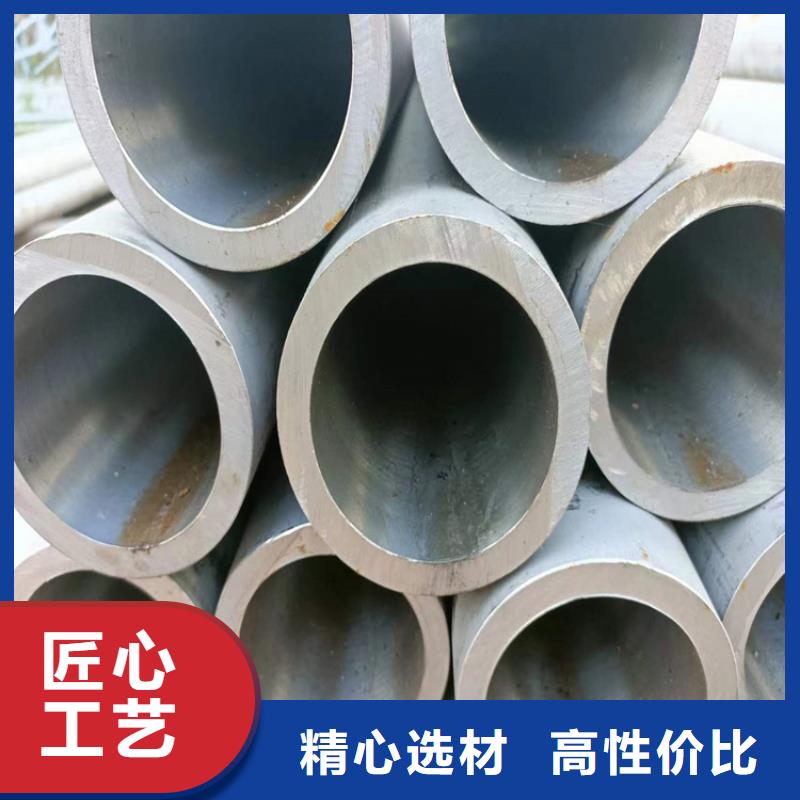
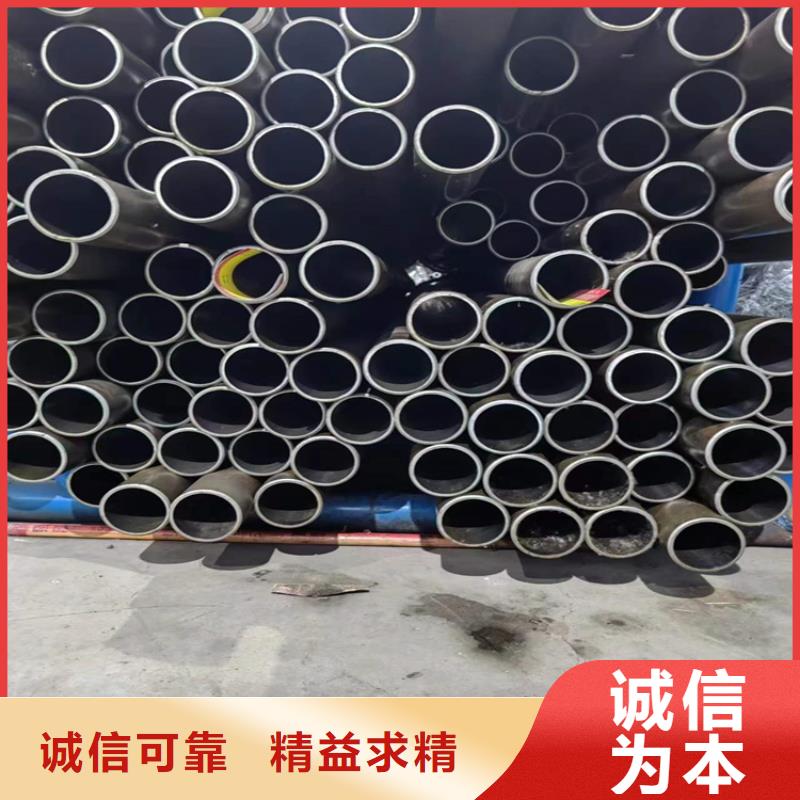
以下是:小口径研磨管的图文介绍

珩磨管油缸管绗磨管管路漏油原因编辑 播报
液压系统管路漏油原因探讨及对策
液压系统中使用的管路种类很多,根据液压系统的工作压力及安装位置的不同,选用的有钢管、紫铜管、橡胶管、尼龙管和塑料管等。这些管路一旦损坏漏油,轻则污染环境、影响系统功能的正常发挥,重则危及安全。本文分析归纳了造成液压管路漏油的原因及采取的相应对策。]1 漏油的原因分析b] 1.1 管路质量差
在维修或更换液压管路时,如果在液压系统中安装了劣质的管路,由于其承压能力低、使用寿命短,使用时间不长就会出现漏油。硬质油管质量差的主要表现为管壁厚薄不均,使承载能力降低;劣质软管则主要是橡胶质量差、钢丝层拉力不足、编织不均,使承载能力不足,在压力油冲击下,易造成管路损坏而漏油。
1.2 管路安装不符合要求
1.2.1 管路弯曲不良滚压管


山南安达液压机械有限公司是一家集科研、开发、设计、生产、销售 不锈钢油缸管为一体的新兴民营科技型企业,公司本着“以人为本,为客所想”经营方针,努力做好每个 不锈钢油缸管产品,回报客户的厚爱。您们的需求永远是我们的追求,我们将一如既往的以扎实、勤恳的工作作风服务于客户。



珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管


珩磨管油缸管绗磨管珩磨管淬火裂纹的成因 马氏体的本质脆性是珩磨管淬火裂纹的内因,而马氏体的晶体结构、化学成分、冶金缺陷等是马氏体本质脆性的影响因素;各种工艺条件、零件尺寸形状等引起的宏观内应力的大小、方向、分布状态等是珩磨管淬火裂纹的外因。下面将从微观到宏观,从内部到外部对钢件的珩磨管淬火裂纹进行分析。2.1 马氏体本质脆性——钢件珩磨管淬火裂纹的内因
众所周知,中高碳钢珩磨管淬火后,其韧性低,脆性大,易产生显微裂纹和宏观开裂。这主要是由马氏体的本质脆性决定的。而马氏体的本质脆性又决定于材料的冶金质量、含碳量和合金元素、原始组织状态、马氏体的组织结构、显微应力及显微裂纹等。
滚压管



