


精心打磨的产品视频已准备就绪,它将带您深入22新标准(32.5*49)套筒优选供货商的魅力世界,让您重新发现产品的无限可能。
以下是:22新标准(32.5*49)套筒优选供货商的图文介绍
套筒优选供货商")
套筒优选供货商")
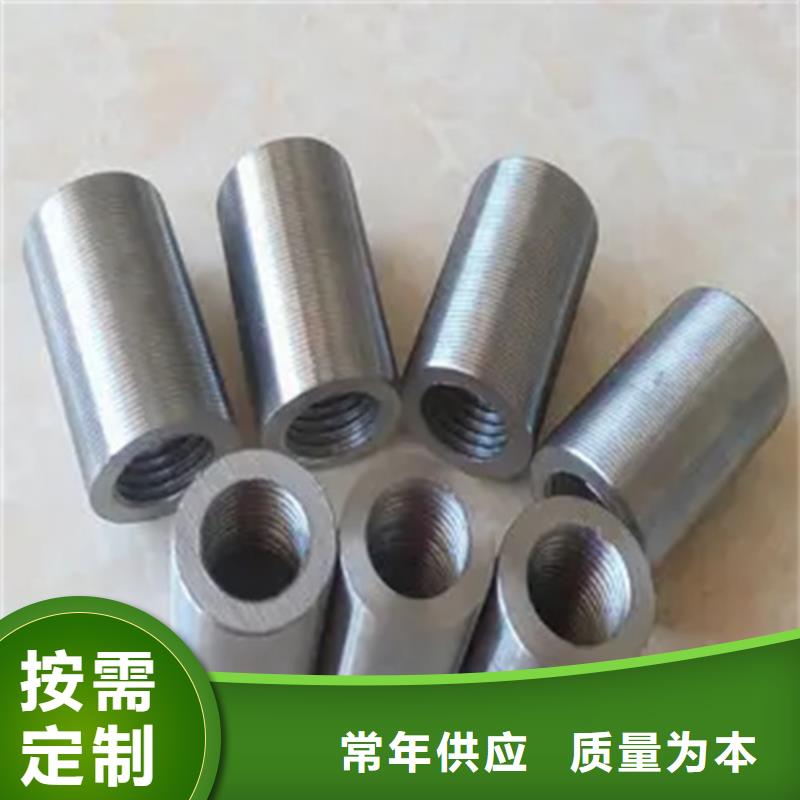
钢筋套筒工艺操作要点1)钢筋螺纹加工① 加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。② 加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③ 操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④ 经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤ 已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。
套筒优选供货商")
套筒优选供货商")
套筒优选供货商")
01源头工厂,海量货源
云海旭金属材料有限公司,拥有自建大型厂区,海量货源,满足客户的供货需求
02优良产品,保障质量
公司生产的 河北石家庄25的钢筋套筒都是优良级别产品,保障产品的质量
03售后服务,让您无忧
云海旭金属材料有限公司,为您提供售前,售中,售后服务
套筒优选供货商")
套筒优选供货商")
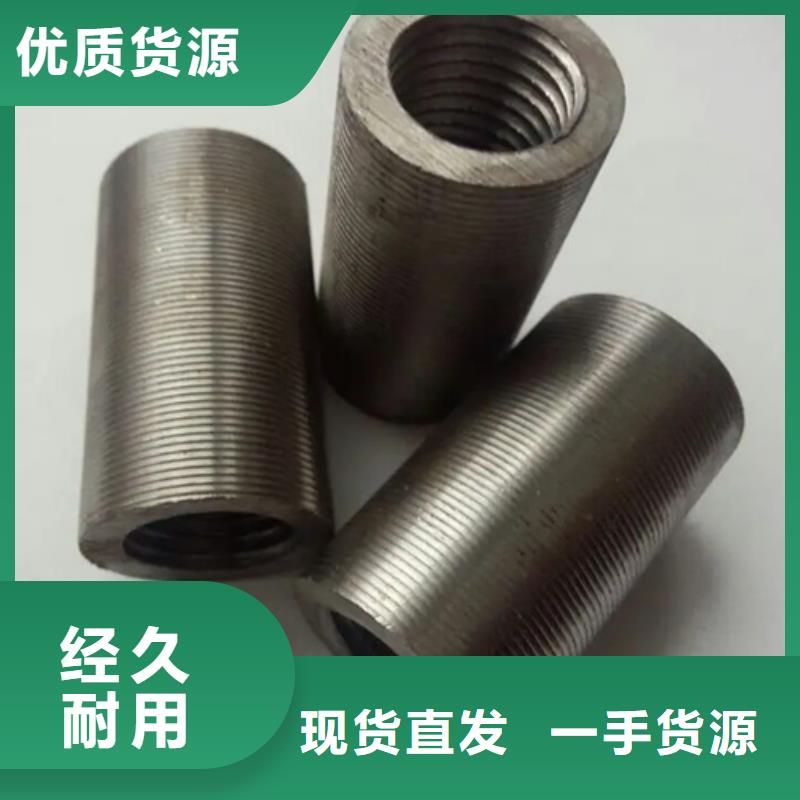
钢筋套筒方式及流程:(1)将二根被连接钢筋挪到连接套筒两边口,转动连接套筒使两钢筋圆满地旋入连接套筒。(2)当钢筋丝头旋入连接套筒一半时,观查连接套筒两边露出未旋入钢筋丝头外螺纹的总数。(3)明确连接套筒两边有露出外螺纹且总数相同后,用专用型的工作中扳子或管子钳转动连接套筒,使二根被连接钢筋的钢筋丝头在连接套筒正中间对顶卡紧。钢筋套筒的特性:1.它在原材料层面应用的是国际性45号规格型号的钢筋类原材料,这类原材料其制作工艺的多样性,因此在规格层面高精度,品质都是可以信赖的。2.它可连接的钢筋级别都是相对性较高的。3.而且还历经了国建筑施工监管质监总局的检验,规范超过JGJ107-2010中的I级。4.还能考虑大部分种类,还能考虑建筑构造中各位置、各方位、各规格及各长短的连接要求。
套筒优选供货商")
套筒优选供货商")
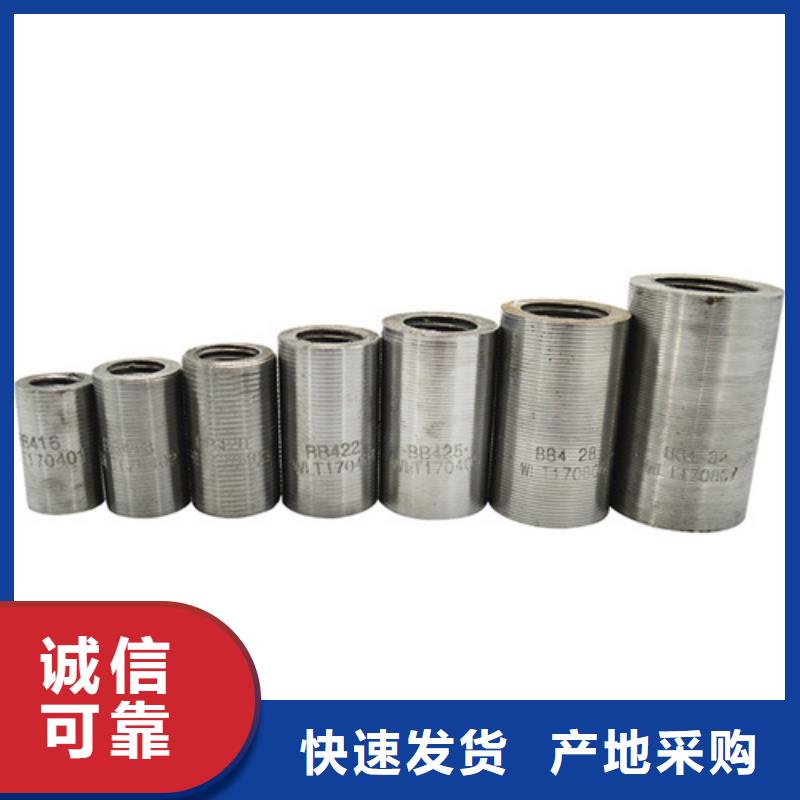
钢筋套筒又名钢筋接头:用以连接钢筋且具有与丝头螺纹相对应内螺纹的连接件。简单的施工流程:将钢筋端部用滚轧工艺加工成直螺纹,并用相应的连接套筒将两根钢筋相互连接。钢筋套筒连接有六种类型:(变径型、扩口型这里不作介绍)1、标准型连接用途可能的自由自转情况。使用铁棍原因相互在锁桥梁片断的端点力量对面。 愿选择标准套筒或变径型连接套筒。2、加长型连接用于钢筋过于长而密集,不便转动的场合。 连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧入被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。3、加锁母型连接用于钢筋完全不能转动,如弯折钢筋以及桥梁,灌注桩等钢筋笼的相互对接。 将锁母和连接套筒预先拧入加长螺纹,再拧入另一根钢筋端头螺纹,用锁母锁定连接套筒。可选用标准或扩口型连接套筒加锁母4、正反丝扣型连接用于钢筋完全不能转动而要求调节钢筋内力的场合,如施工缝、后浇带等。 连接套筒带正反丝扣,可在一个旋合方向中松开或拧紧二根钢筋,应先用带正反丝扣的连接套筒。
套筒优选供货商")
套筒优选供货商")
套筒优选供货商")
